
The postprocessor that was developed could be put into operation quickly and without errors after minor adjustments during implementation. No unwanted air milling movements, no more errors ... It just worked right from the start.
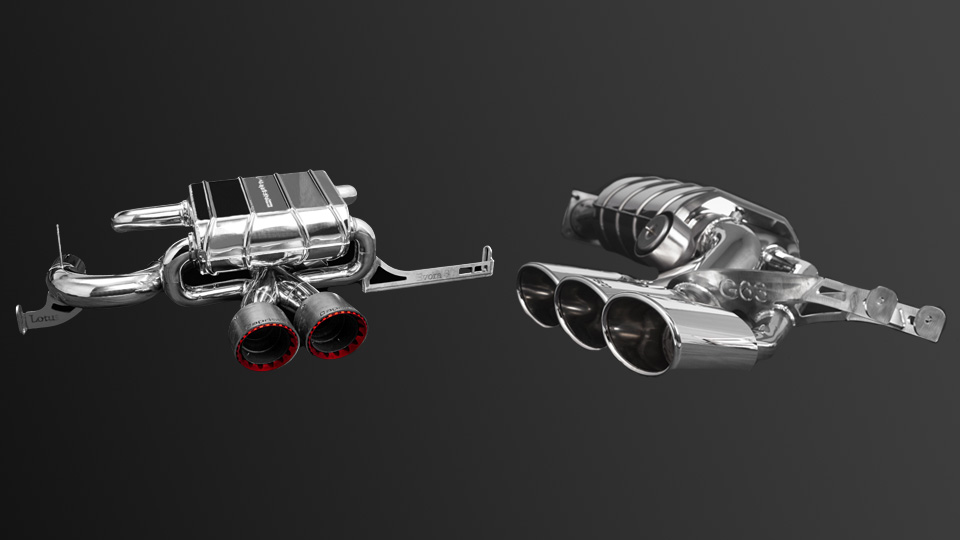
Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. We see them in the company's own assembly workshop: dreams on four wheels from Lamborghini, Ferrari and Maserati, waiting for their new sports exhaust systems or carbon parts to be installed. However, a great deal of know-how and countless engineering and production steps are required before this can happen. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.
Antonio Capristo, owner and Managing Director of Capristo Automotive GmbH, based in Sundern, Germany, has been involved in automotive engineering from the very beginning of his career. It all began with the production of classic car spare parts, primarily for Ferrari vehicles.
And over time, the company focused more and more on exhaust system construction, which still accounts for the majority of their business today. The range is supplemented by the production and supply of carbon-fiber visible parts for luxury car bodies.

A walk through the warehouse immediately shows visitors which customers Capristo serves with its products.
As you stroll past the countless lattice boxes of raw material awaiting further refinement, the names of the major sports car manufacturers immediately catch the eye: Porsche, BMW, Mercedes, Ferrari, Maserati, Lamborghini, among others.
Capristo has a particularly close partnership with Lamborghini Squadra Corse, not least through the exclusive fitting of the special Lamborghini racing series “Huracán Super Trofeo” Competition with Capristo exhaust systems. The challenge here is to offer genuine racing sound, while at the same time complying with strict noise emission requirements.
The company offers a unique and extensive range of catalog accessories especially for the exclusive clientele. “If the customer wishes, we can also build the exhaust system according to the customer's specifications, usually with a very individual sound. We have already assured special customers of exclusivity and guaranteed that we will not build the exhaust system ordered a second time,” reveals NC programmer Mirko Schulte as he gives a tour of the company.
A complex process to the finished product
From the raw part to the finished product in-house is Capristo's motto for meeting the high expectations of its exclusive clientele. To make this possible, a broad portfolio of engineering and manufacturing technologies is required.
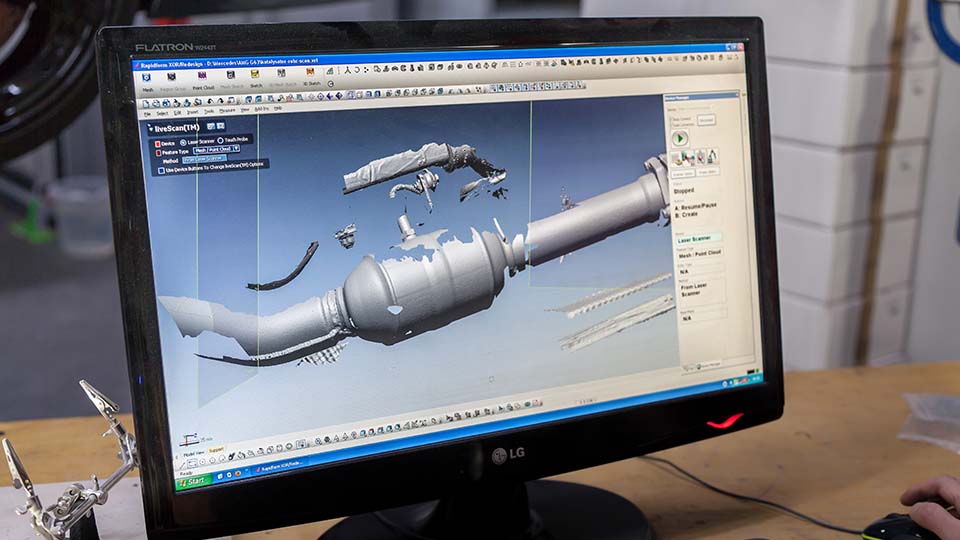
For example, the development process for exhaust systems usually begins with scanning the vehicle underbody using a 3D scanner. The generated point clouds then provide the CAD systems with the necessary key data to define the exact connection points and determine the available installation space. The exhaust systems are then designed, with the focus on the special sound experience.
The design department also develops the welding jigs on which the individual pipe sections are finally joined together precisely.

The cutting and bending of the pipes are NC-controlled and, of course, also carried out in-house. As you continue through the company tour, you will notice numerous other interesting things, such as the laser cutting system or the huge autoclave, which is used in the production of carbon parts. The latest achievement is a system for anodized coating. “We only have the chrome plating done by a friendly company,” explains Schulte.
Machining
Of course, the milling and turning/milling centers are the heart of production. On display are several Biglia B656 YS turn-mill centers, which are used for series part production, as well as the SPRINT 50 linear triple-turret machine from Gildemeister. There are also two portal milling machines on which carbon molds are milled and an INDEX G400 YB, which was purchased for 5-axis milling tasks, primarily on tube materials, for individual parts and small series as well as for toolmaking.

Schulte is responsible for keeping the INDEX G400 YB running. The machine is equipped with:
- A main and counter spindle,
- A turret with 10 tool holders,
- Two 40-position tool disk magazines and a B-axis milling spindle with y-axis.
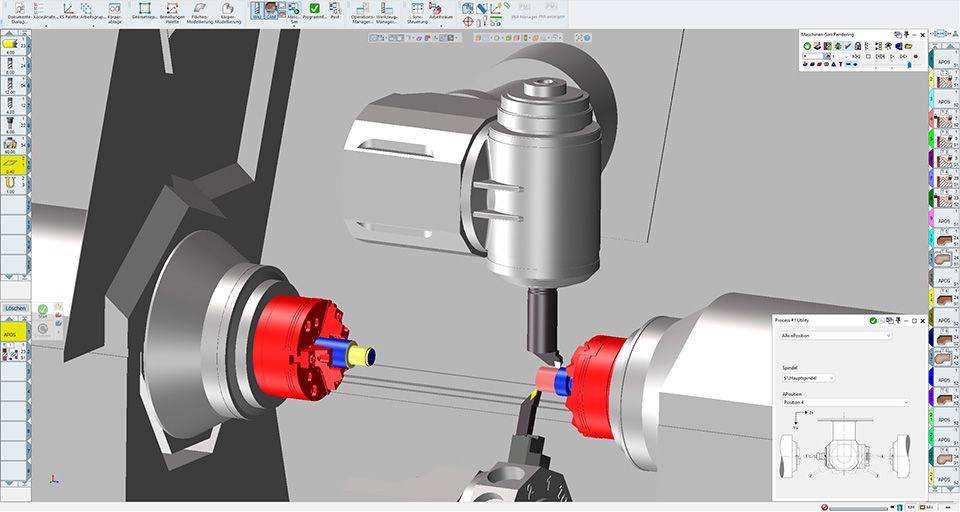
He programs the turn-mill center in the GibbsCAM system or directly on the Siemens control system.
Schulte states, “I know that there are many reasons for not programming the G400 directly on the control system, such as the precise simulation or program optimization available to me in GibbsCAM. There is certainly still room for improvement here.” He continues, “but thanks to my many years of experience with the control system, I am no slower with simpler geometries. But it's a different story with the 5-axis tasks, for example when lettering must be milled into the tailpipes.”
GibbsCAM as a troubleshooter
The INDEX was a source of concern for CAM programming for a long time after it was purchased: “Our original CAM provider had to keep improving the post-processor. In the end, we were looking back on around 25-30 updates that had been installed, but these were always accompanied by new, sometimes critical errors. In the end, we had to realize that we would not be able to program the INDEX with this CAM system,” says Schulte, summarizing his experiences.

Cimatron has been used successful for many years as another CAM solution specifically for programming the 5-axis bridge milling machines from Wagner and Sirtec. “At some point, we asked the colleagues at Cimatron whether they had any tips for us on how we could solve the problem with the INDEX.” Cimatron then brought GibbsCAM into play. Both solutions, now under the umbrella of Sandvik, were and are sold and supported in the German-speaking region by Cimatron Technologies GmbH.
GibbsCAM makes a difference
“So, our boss decided to give the guys from GibbsCAM a try at the INDEX. During the presentation of the software, we quickly realized that they really understand multi-channel and multi-spindle machines,” recalls Schulte.
And this first impression was followed by action on the part of the post-processor development team at GibbsCAM.
“The postprocessor that was developed could be put into operation quickly and without errors after minor adjustments during implementation. No unwanted air milling movements, no more errors ... It just worked right from the start.”
The training by the GibbsCAM specialists took place a little later on site at Capristo.
“The trainer was very specific to our needs during the training. We wanted to be able to carry out exactly the tasks we needed to do with the CAM solution in as short a time as possible. The trainer fully complied with this request,” summarizes Schulte.
Automotive yes, but not exclusively
Like most other manufacturing companies, Capristo strives for a consistent, high level of capacity utilization in production. The numerous production machines therefore regularly include production orders from mechanical and plant engineering, conveyor technology and other industrial segments.
