
In a private garage in Burbank, Calif., three people repair, restore and maintain a fleet of vehicles for a well-known motoring enthusiast. The 77,000-sq-ft. facility houses 200 machines, including vintage and modern cars and motorcycles, two stationary steam engines, and a 17,000-sq-ft shop that includes a full kitchen where the owner occasionally cooks for the staff.
The garage also serves as an experimental proving ground for environmentally friendly products and practices, testing biodiesel, generating electricity from solar cells and wind turbines, and selling excess power to the grid.
This is Big Dog Garage, The Tonight Show Host Jay Leno’s passion and playground, where his crew keeps vehicles roadworthy.
As general manager Bernard Juchli explains: “This is not a museum, but a parking garage. Jay swaps vehicles every evening. On days off, he takes four or five for a drive, often expecting a breakdown of the 100-year old cars before returning.”
Restoration and repair of older vehicles sometimes requires making one-off parts to replace those that are missing, worn or broken. When the garage opened in 1991, all this work was outsourced. In 1999, that started to change, after Juchli, ready to retire from his own business, joined the garage.
Juchli’s training and career were in aircraft mechanics. Later, as making parts for his own business became necessary, he taught himself machining. His experience prepared him for Big Dog’s mission to become a machine shop and working garage with the ability to do their own repairs and restorations.
Today, the garage does nearly everything in house with a waterjet cutting machine, welding equipment, manual mill and lathe, sheet-metal fabrication equipment, and its newer acquisitions, a Fadal 4020 CNC mill with rotary axis and GibbsCAM software.
“Until we bought the Fadal, we would farm out parts we couldn’t make, which is really expensive for one-offs, carrying very long lead times. That also causes Jay to lose some of the enjoyment he gets from restoring and repairing cars. His great mechanical understanding keeps him intimately involved and very interested in what goes on. He calls several times a day to check on activity and progress,” Juchli said.
Juchli and engineer Jim Hall are new to CNC machining. They function more as engineers, designers, fabricators and mechanics for machinery ranging from 180 years old to the new Ecojet, a futuristic, biodiesel jet-engine car the shop is completing.
Their work makes them infrequent users of GibbsCAM and CNC, but they are using them to design, model and machine, on average, one part a month, and they are learning the value of these tools.
Leno is more than satisfied.
“It’s a fantastic program and great machine,” Leno said.
“We would never have tried to make some of these parts without GibbsCAM and CNC. Our machining skills got us so far, but to get to this level, they’ve been invaluable. Shortly after the technology came in, we modeled and programmed the Ecojet transfer case and its finned cover with GibbsCAM, then machined them from aluminum,” Leno added.
Despite that early success, Juchli found it frustrating to go directly from manual machines to CAM and CNC, entirely self-taught. To fill the void, he took training in solid modeling, and found the training was useful for repairing Leno’s oldest machine, an 1831 stationary steam engine.
This 1831 steam engine is fully functional with its lower sleeve replacement — the brass part suspending the spherical flyweights. The engine is one of two stationary engines Jay Leno houses at Big Dog Garage.
The lower sleeve of the steam engine’s governor had been repaired several times, but it kept breaking.
The governor incorporates two 15-lb steel balls as flyweights that hang — diametrically opposed — off the lower sleeve. As engine speed increases, centrifugal force drives the balls outward. A lever mechanism converts this lateral motion to vertical motion, pushing the sleeve downward to shut off the steam valve.
“If the sleeve were to break with the engine running ‘balls out,’ it could do serious damage. We needed a replacement,” Juchli said.
He took various measurements off the old part — approximately 6.5-in. long and 4 in. at its widest, and extrapolated the dimensions for accuracy and symmetry and compensated for the extreme wear that the parts had. He entered geometry into the GibbsCAM program, and from lines and curves he developed a solid model with GibbsCAM Solid Modeling. Then he made modifications to improve aesthetics of the part because it operates in plain sight.
Two thirds of the part is purely cylindrical, so Juchli first turned the part on a lathe, leaving the wide end as a solid block. Then he started programming the part for 4-axis CNC machining.
He oriented the model in GibbsCAM, positioned it for the fourth axis as it would sit on the CNC, and machined the part directly from the model.
“Indexing to machine the ears, or clevises, was the most difficult part, since I don’t use the system but once or twice a month,” Juchli said.
Lower sleeve of steam engine governor (left) being machined from brass on Fadal 4020 CNC with rotary axis
GibbsCAM uses a specifically oriented coordinate system as its reference to control part rotation in machining.
Juchli said that GibbsCAM makes that easy to do with its Advanced Coordinate System that defines a system with whatever planar orientation is needed.
Once that is done, “you position the part and machine it. The coordinate system rotates the part perpendicular to the tool, so you machine in the X-Y plane. I built a standard coordinate system, then one for the slots, and one for each of the two sides. The rest was easy,” Juchli said.
He defined his five tools with the program’s Tools Palette, and machined the part to generate NC code, which he postprocessed for the Fadal.
“However, as an infrequent user, I rely heavily on GibbsCAM Cut Part Rendering for toolpath verification, even for simple parts. It shows every cut made by the cutting tools. The software constantly amazes me. I discover new things every time I use it,” he said.
Satisfied with the project, Juchli said the end result, the shop’s first 4-axis part, looks and works beautifully.
Cut Part Rendering (below), the GibbsCAM toolpath verification feature, shows path of cutting tools and stock removed to create lower sleeve of a steam governor. “Cut Part Rendering for toolpath verification shows every cut made by the tools,” Juchli said
Barring unexpected breakage of another part, the shop’s next machining challenge is making a replacement valve for a 1906 White Steamer, a car that Leno “broke” the first day of the writers’ strike.
Juchli has adopted more technology to repair the broken valve. He used a laser scan of the valve that he will import to GibbsCAM to reconstitute, redesign and machine the part.
With only occasional use of CAM and CNC, work goes slower than that of a production shop, but the challenges of restoration, repair and maintenance give the Big Dog Garage crew great satisfaction. They design, model, machine, install and test drive their own parts.
“I failed at semi-retirement, I work 10 and 12-hour days, six and seven days a week, but I look forward to work every day,” Juchli said. He laments that the garage is not a good application for CAM and CNC.
“We design a part, generate a program, and machine one piece, maybe two. Then we don’t use the software or the machine for a while. We don’t become experts with either.
“However, GibbsCAM and the Fadal have saved us a lot of money and lead time by keeping parts in house, and this keeps Jay involved. It’s what we wanted to achieve,” he said.
Leno, a dedicated supporter and promoter of American products and technology, is happy with GibbsCAM.
“I watched Jim and Bernard program parts for the Ecojet and this steam engine. The software is amazing. We couldn’t have done this without it,” Leno said.
Jay Leno in front of his 1831 steam engine with one of two identical pieces made for the stationary engine.

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.
Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.
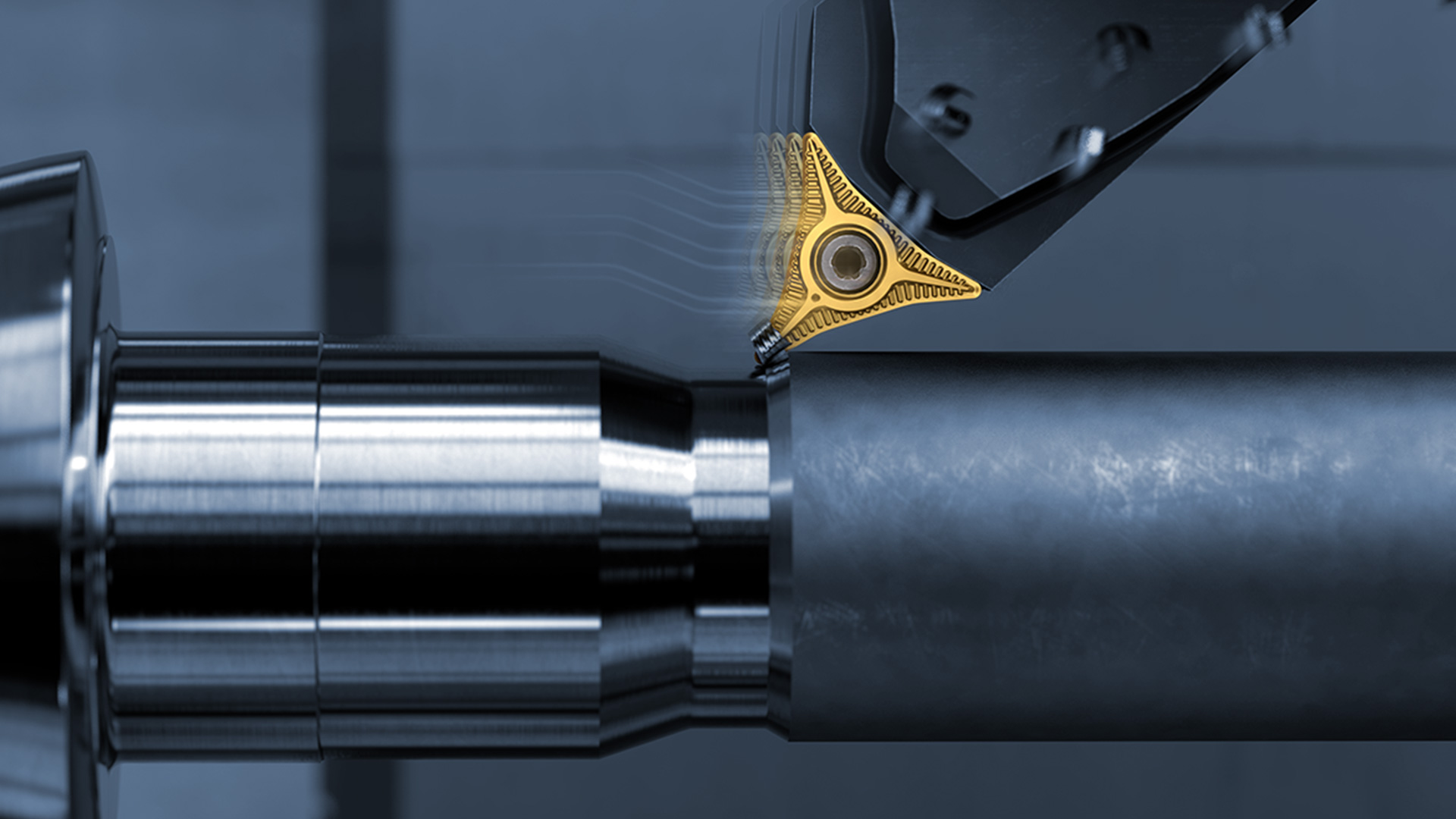
MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.
Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.
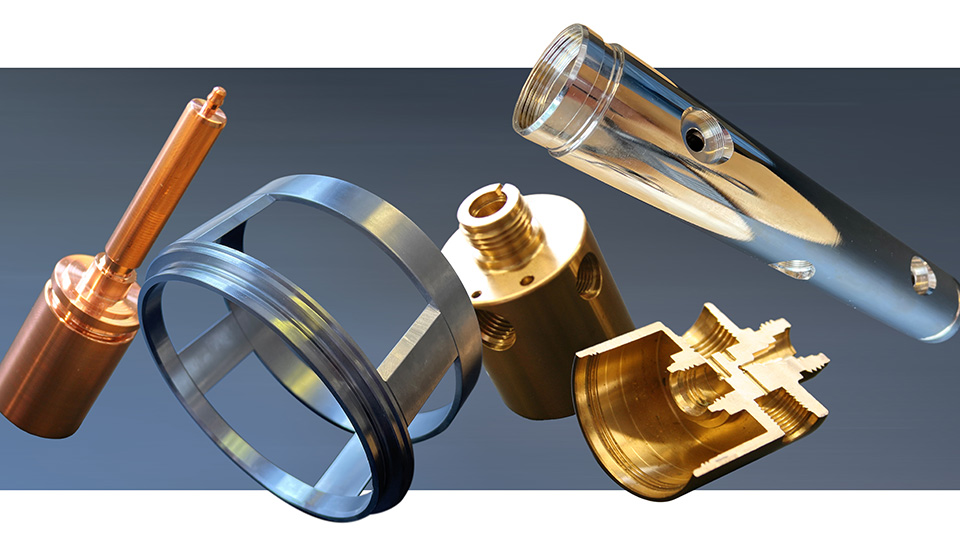
SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.

Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.