
The Machining Center, Belleville, Ont., considers itself the go to shop for prototype and quick-turnaround machining in its region, but it took conscious effort to achieve it.

When shop owner Dick Wolters hired General Manager Paul Vreugdenhil in 1998, a single customer accounted for most of the shop’s work. Vreugdenhil immediately solicited work from Procter & Gamble, his previous employer, to reduce reliance on the single customer. Still, two customers were providing 80 percent of the shop’s work, so Wolters and Vreugdenhil actively pursued prospects in different industries.
The shop focused on custom work, avoiding large jobs and high-volume production that could tie up machines and prevent it from serving other customers. It focused on moving unique jobs through the shop, which required frequent job changeover and careful work balancing among machines to do it efficiently.
Even though single-part jobs required a faster pace, the variety provided a good learning experience. The work was very interesting, and the company’s machinists welcomed the challenge.
“As our business grew, customers brought more complex parts, and still wanted a quick turnaround. We had to make another change,” explained Vreugdenhil. “Whenever we quoted a CNC job, we had a minimum charge of four hours just for programming. We would draw geometry in AutoCAD; pick off some points; go to the machine; program one step at a time, one line at a time; test the program; and finally run the job.”
In 2004 the shop acquired SOLIDWORKS software, with plans to add CNC programming software quickly thereafter. After investigating the market, it selected GibbsCAM because it met the requirements of opening SOLIDWORKS files easily, had a short learning curve, and could program all the company’s mills and lathes.
The new software was just installed when an automotive customer asked the shop to make a nesting fixture to hold a Chevrolet Malibu headlight for assembly. It also was the shop’s first project with 3D surface machining.
After the customer’s part file was imported and saved in CAD, the lead machinist opened the file with the CAM software and used it to machine the headlight’s mating surface into the fixture. One challenge was that for a single setup, the wraparound surface required 5-axis machining, but the shop had only 3-axis machines. Another was that the CNC lacked enough memory to hold the entire program.
With some help, the machinist reprogrammed the surface machining in smaller sections to fit the control’s memory and machine the job in two 3-axis setups.

“The software combination of SOLIDWORKS and GibbsCAM has been fantastic,” said Vreugdenhil. “We model in SolidWorks and store the files in SolidWorks Vault. Programmers retrieve models from the Vault with GibbsCAM and create toolpaths directly off the model or selected geometry. The headlight fixture created a big surge in work from that automotive customer.”The software implementation works well with the shop’s process, which differs from most shops. Although the person who performs CAD is dedicated to design, there is no dedicated CNC programmer.

Jason Chatwood, shop coordinator and CNC lead, explained that the machinists are the programmers. Each one programs their own jobs, does their own set ups, and runs their own jobs. No explanation to operators is necessary because they are the operators. They know everything about the job.
“This saves much time, eliminates confusion, eliminates errors, and speeds up the work flow,” said Chatwood. “It’s simpler for everyone.”
That was also a reason the shop required only a short learning curve without sacrificing function. A machinist at The Machining Center may run up to five different jobs a day, and because the CAM software workstation is shared, there is no time to try to figure out or remember something.
“It was easy to train the machinists, mostly showing them what does what,” Chatwood added. “It was so easy, I could almost leave them on their own. After we teach them all we can, we send them to a formal training session.”
An example of how the SolidWorks and GibbsCAM combination made a big difference at The Machining Center was a locally conceived, prototyped, and produced product now used worldwide.
An engineer brought sketches and AutoCAD drawings into the shop, looking for a prototype. When he returned for additional, different parts and modifications, the shop realized he was building an assembly. They persuaded the client to model it in SolidWorks for better fit and revision control. Also demonstrating how models move into the CAM software for direct CNC programming, they showed the engineer how this could achieve greater part accuracy and consistency.
The assembly was a parachute-disconnect device for dropping skids of material from aircraft. Attached between payload and parachute, the device would release the parachute seconds after landing, thereby preventing any breeze from dragging the payload.
The assembly required 21 machined components, including a pocketed case that holds most of the parts. After machining prototypes, the shop filled an order of four units from specified materials.
Machining the case from 17-4 PH stainless steel billet was a challenge initially, because passes of 0.060- to 0.080-in. depth rapidly wore out the tips of tool inserts. The completed units passed testing, and the customer placed an order for 10 more.
“Our [CAM software] representative heard of our tool wear problem and introduced the GibbsCAM VoluMill™ module,” said Chatwood. “With [that module] we were able to increase cutting depth, use a lot more of the insert, and distribute the load on the cutter. Inserts lasted five times longer, and we removed more material in less time. Including the time saved from changing fewer inserts, we finished the job in about half the time.”
The units passed second-level testing, and the shop received an order for 30 more. Additional testing in desert and near-arctic conditions demonstrated a 99 per cent success rate, much better than the 75 to 80 per cent rate competing units could achieve.
The assembly is now Airborne Systems’ PR-A2 parachute release.
When all the prototyping was completed, the shop received an order for 100 units, at which point it became economical for the customer to provide castings of the cases for machining. Since then the shop has received repeat orders of 100 units, one of the few “production” jobs that the shop does.
Before accepting these orders, the shop carefully negotiates delivery so that work can be balanced without compromising other jobs while the larger order flows through the shop. To date, over 1,000 units have been made.

To fulfill the increasing orders, the shop purchased two Topwell TW-24L mills with Anilam controls from machine tool distributor HH Roberts, Mississauga, Ont.
Balancing work flow begins with modeling, when the designer and machinist/programmer determine the best software to use for a specific job. Likewise, machinists decide if a part or portion of it is best done on a manual or CNC machine.
According to Gary Stiles, turning coordinator and CNC machinist, job flow is one of the most important considerations when adding equipment. This was the case when a multitasking machine with Y axis, live tooling, subspindle, and bar feeder was acquired.
Turning jobs were increasing, and the CNC mills often were fully utilized. A multitasking machine offered the flexibility to do turning and milling, while also taking pressure off other machines. Other considerations were software, training, and post-processing.
The Machining Center chose to buy a Nakamura-Tome SC-200L from machine tool distributor Elliott Matsuura Canada, Oakville, Ont., and then purchased the multitasking programming module and post-processor from GibbsCAM.
“I had done CNC milling and turning, but putting it all on one machine was challenging at first. With [the CAM software], it didn’t take long to learn the process,” said Stiles.Another balancing act is financial. Early last year the shop was about to purchase a Mitsubishi laser from MC Machinery Systems, Wood Dale, Ill., for the fabrication shop, but they speculated about additional expenses. For example, Mitsubishi has its own programming system. The Machining Center asked if it could use GibbsCAM to program the laser. The shop was assured that it could be done with a new post-processor.

The next problem the company faced was that the CAM workstation was busy all day, so a second workstation would be required. The shop installed a second PC with a module for general milling. The laser post-processor was added, and with the second computer now in place, the shop is ready for additional modules as growth requires.
With the addition of new software—and specific modules—the company says it machines parts better, faster, and more economically. In combination with SolidWorks, it also helped the shop to diversify.
“Since 2004 we’ve balanced our customer base so that eight customers in five industries account for about 60 per cent of business,” Vreugdenhil said.
This leaves the shop’s 20 employees to be very flexible and able to accommodate new and infrequent customers.
“Programming now is so fast and it’s so easy to start from scratch, many parts can be done the same day,” said Vreugdenhil.

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.
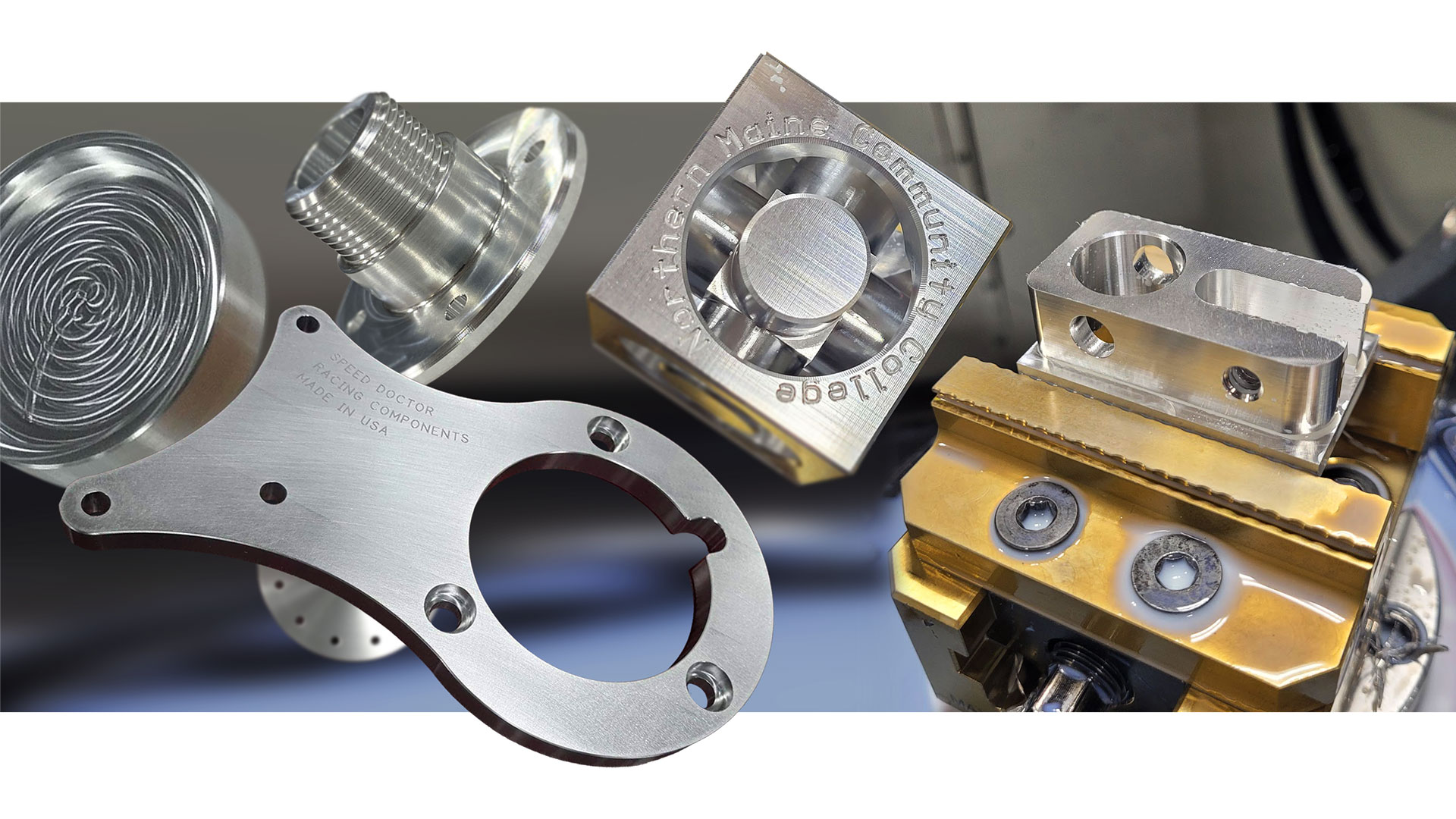
Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.
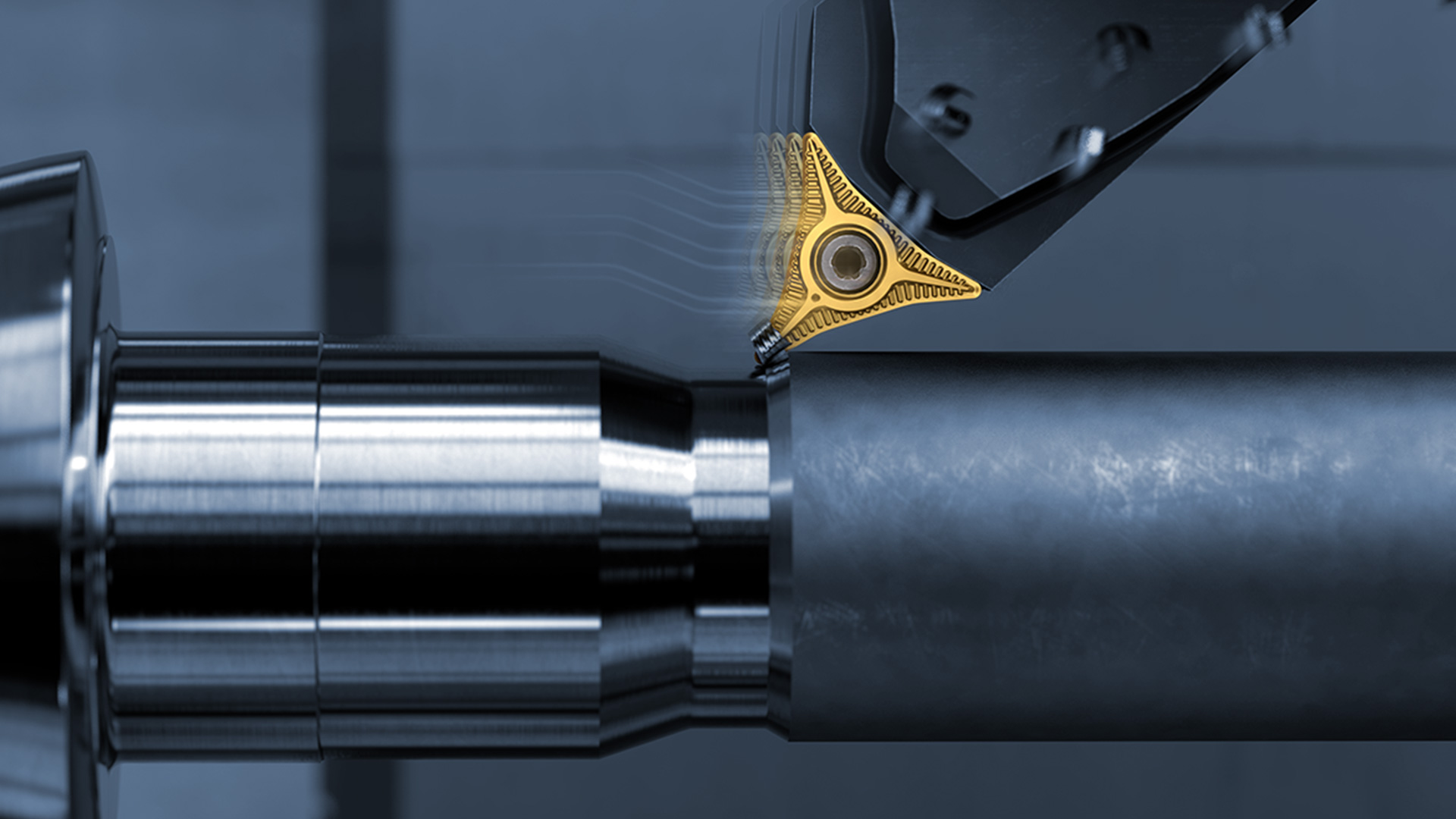
MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.
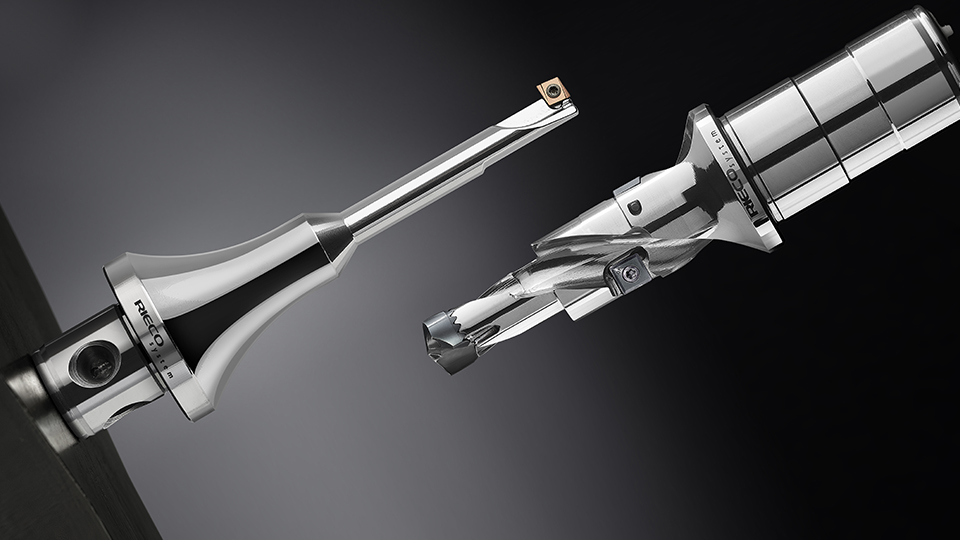
Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.
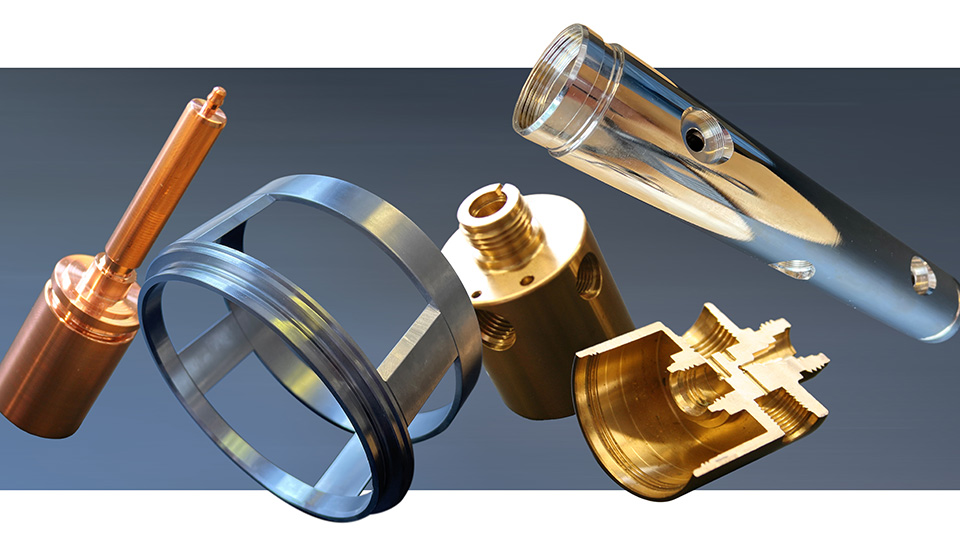
SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.

Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.