
Well-honed CNC programming skills and automated programming of multitasking machines (MTM) have enabled Sunnen Products Company (St. Louis) to increase production for two of its complex tool families. Sunnen is a manufacturer and distributor of bore-sizing and finishing equipment, engine-rebuilding equipment, and tooling and abrasives for global markets. Its equipment is used in precision industry applications as diverse as hydraulics, cylinder liners, small engines, gears, and oil-and-gas industry components.
To increase productivity in Sunnen’s 10-person Abrasive Plated Tools department, Supervisor Mike Mullins had an idea of what was needed. The tools required precise multiaxis machining, primarily milling on cylindrical parts. The department had been profiling the CGT and HPH tool families on a Mazak CNC lathe, and machining the oil grooves (or flutes) on a five-axis HMC. Programming was done with conversational CNC controls.

To replace these two machines and do everything in one setup, Sunnen selected the Integrex 100 multitasking machine from Mazak Corp. (Florence, KY), which requires much tougher G and M code programming because of part-programming requirements. Each part in the first tool family had from four to ten helical oil grooves machined around its shaft. The second family included parts with up to 29 grooves. Because each groove required four or five lines of code, Mullins determined that it would take a long time to transfer the parts. Adding to the overall programming burden, errors or engineering changes would require modifying each set of lines for each groove.
With 32 years experience at Sunnen, 25 as machinist and seven as supervisor, Mullins was undeterred by estimates of up to 1.5 hr to program each part as he began his search for possible solutions. One possible solution with canned cycles was found to be lacking; another required a long, six-month learning curve. Continuing his search for a software that would be easy to learn and highly automated, Mullins talked to Paul Nanney, supervisor of the Sunnen Tool and Development department, the company’s captive tool and die shop. His 13 employees make tooling for the whole company, as well as prototype parts for tools and honing machines that Sunnen develops and markets.

Nanney’s group had been successful with multitask machining and CAM software. Nanney explains, “As products evolve to become more capable, they usually become more complex, as do their individual components. It was this type of complexity that drove me to requisition a multitask machining center.” The group’s two MTM centers are a Mazak Integrex 300S Mark IV, with dual spindle, single turret, steadyrest instead of lower turret, 40- tool changer, Y, B and C axes, and a Mazak 250 MY, with Y and B axes.
“What generally goes into the Integrex are parts that are complex, parts that would be quite difficult to make without the multitask machine capabilities.” Nanney explains: “The quality and axes of the machine allow making uniquely shaped parts. Parts like that, even with the most capable people and most powerful conversational controls, require a lot of data entry, which means many opportunities for mistakes. That’s why I got GibbsCAM and made a big commitment to it, having several people trained.”
Curtis Quade, tool and die maker, and Tamara Hawn, modelmaker, both long-time Sunnen employees, were two of those trainees. Quade explains: “In our department, we do our own programming and run our own parts on the machine, and we help each other. I’ve done little G and M code programming, but a lot of conversational, especially before GibbsCAM.”

Switzer feels that he learned a lot from that exercise, and feels better prepared for jobs that really belong on that machine, which is normally used for running high-volume parts that the shop uses and sells, such as the nozzles used in nitrous oxide systems, and other parts that can be turned, milled and completed in a single setup.
The production run of the Simpson buckle was done on the three-axis mill, using VoluMill for roughing. It was a challenge because it is 3/16" (4.7-mm) thick stainless steel that required a lot of material removal with 1/8" (3.1-mm) end mills. Switzer said that the shop runs carbide end mills on stainless steel hard at 12,000 rpm and that tools work best and last longest at high speeds and feeds with VoluMill. “On other jobs, we cut big pockets in 1018 steel with a 1/2" [12.7-mm] end mill, at 12,000 rpm and 300 ipm [7.6 m/min], and we get tool life that is easily five times—up to ten times—what it is with conventional milling,” he said.
Quade’s specialty is machining centers, relying on three machining centers of different sizes from Milltronics CNC Machine (Waconia, MN). “GibbsCAM saves a lot of time, especially its Profiler, which allows picking geometry from solid models that we download instead of having to enter data. The greatest savings are from error-elimination, and time saved by not having to calculate and enter numbers," says Quade.
Modelmaker Tamara Hawn typically makes only one prototype of any part, and spends most of her time programming Mazak MTMs, the 250MY with live tooling and Y axis, and the Integrex 300, although she occasionally programs a Mazak mill. Before CAM software, she used Mazatrol conversational programming, but like Quade, she likes many of GibbsCAM’s time-saving features.
Hawn’s list of likeable GibbsCAM features is lengthy, if only because she says they make her job easier and faster. Because she doesn’t run production, and programs the more difficult machines, her programming-to-machining ratio is high. “I spend more time programming than I do machining, because I just make one part of each prototype,” she explains. “That’s why I use all the time-saving features I can find.” Two of her preferences stand out. One is Gibbs customer support, upon which she relies frequently. “They are always helpful, and I ask the same thing repeatedly—I forget things that I don’t use all the time—and they never get impatient,” she says. “They are polite and quick to help. I really like them.”

The other is a GibbsCAM’s automation feature, the Hole Wizard within Hole Manager. “Hole Manager automatically defines all the holes, groups them, and tells you what tools to use. I click on a part, and it fills out a chart with the different hole sizes and number of holes of each size. Hole Wizard opens a dialog that asks if you want drill, ream, or tap. It guides you through hole selection, tool selection or creation, and all the parameters you need to program the holes. I use it a lot for parts on the Integrex.”
It was the automation features that interested Mullins for his abrasive-tool production. To that end, he asked Gibbs and Associates if they would create a plug-in to automate Integrex programming. “They wrote a custom plug-in for us, and now it takes about 15 minutes to write a program to machine a whole tool on the Integrex, no matter the number of grooves. That’s a huge reduction from an hour and a half—83%,” says Mullins. “All we have to do to program parts is enter variables into the plug-in—number of flutes, length, rotation, depth-ofcut, left or right-hand helix, taper rate over the length—and the plug-in generates a program for the Mazak. That’s all. It’s really easy, and automatic.”

“We came up with another idea recently,” Mullins says. “We started transferring another group of parts to the Integrex, but with these, the grooves don’t start at the end of the part, at the part zero, but at some distance from it. We needed to enter another variable, an offset from the part zero, but wanted to keep programs as they were because we could use the same toolpath, but with an offset from the end. The default offset would be zero, but we could check a box for ‘offset on,’ enter a dimension, and go. I sent an e-mail to the Gibbs programmer, and he sent me a new plug-in in under a week. The support is fantastic.”
Mullins’ group now makes parts in a single setup. The subspindle is used strictly for holding concentricity. Their “special-purpose” Integrex has a single upper turret, but an 80-tool ATC to further reduce setup. “We can keep all the tools on the machine, which works well with GibbsCAM, because we can define all our tools and keep the tool numbers in the automatically generated programs correctly synchronized with the toolchanger,” Mullins says.
The Integrex will eliminate use of two machine tools when all the parts are transferred, saving about 10% of cutting time and eliminating setup on one machine. “Part changeover takes up to 45 minutes because of tooling, which is why I got the 80-tool changer,” says Mullins. “Now it takes 15 minutes to set up the part and the program. Our savings from the GibbsCAM plug-in is over an hour per program for the Integrex. With between 300 and 400 programs, that’s a lot of time saved. Then add the savings from eliminated errors.”

Going forward, Mullins says they may start using GibbsCAM MTM to program other parts for the Integrex, but for now, the parts outside the HPH and CGT line are simple enough to program on Mazatrol.
Paul Nanney, on the other hand, says that he wants to be prepared for the possibility of bringing some outsourced work back into Sunnen. “With the experience we have gained and expect to gain using GibbsCAM to drive the Milltronics machining centers and the Mazak lathes and MTMs, we should be prepared for that.”
As seen in Manufacturing Engineering

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.
Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.
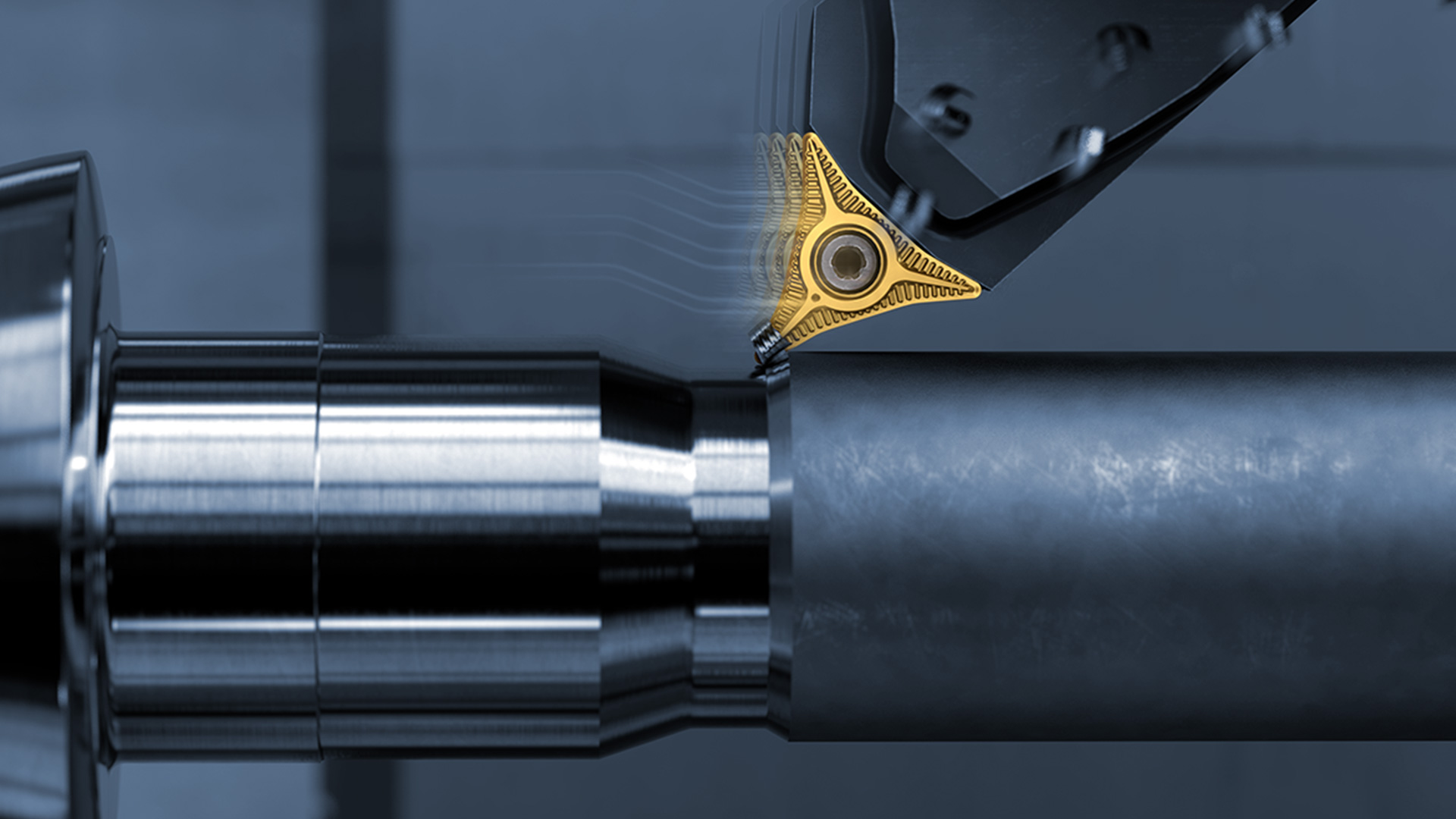
MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.
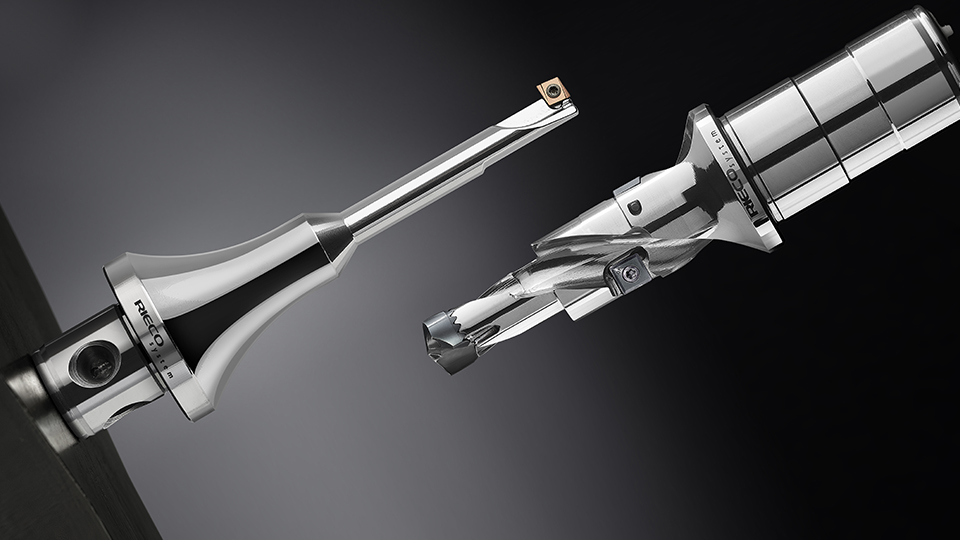
Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.
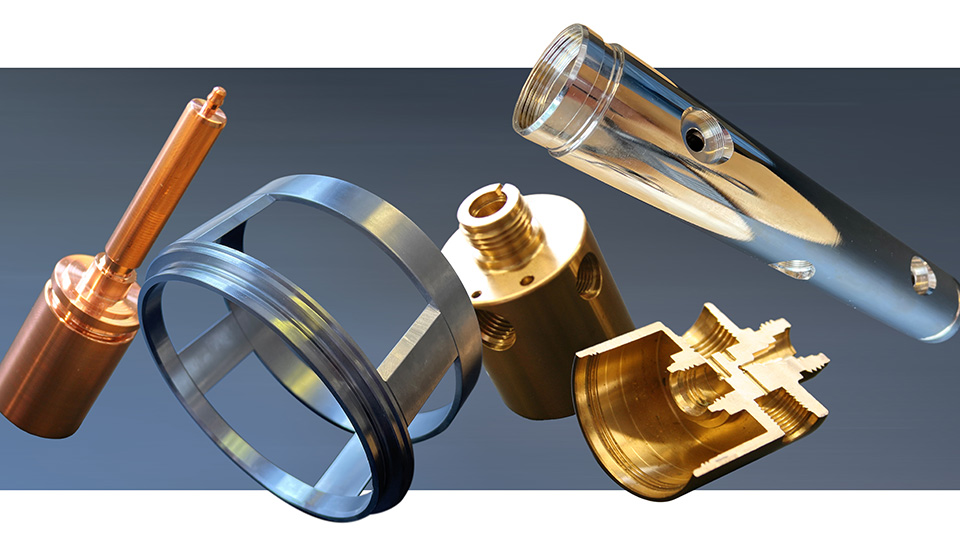
SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.

Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.