
Centroplast Engineering Plastics produziert mit seinen 80 Mitarbeitern am Standort Marsberg im Sauerland technische Kunststoffe. In der eigenen Zerspanung entstehen aus den Halbzeugen Einzelteile und Kleinserien für unterschiedlichste Anwendungen. Durch die voranschreitende Entwicklung bei technischen Kunststoffen wird das Anwendungsspektrum für technische Teile immer größer. In der NC-Programmierung entschied man sich für Virtual Gibbs, um den steigenden Anforderungen gerecht zu werden.Die Erwartungen, die die Fertigungsverantwortlichen vor der Einführung an die CAM-Software stellten, wurde inzwischen voll erfüllt. Die Anwendung von Virtual Gibbs öffnete dem Unternehmen neue Märkte.
Centroplast in Marsberg/Sauerland liefert neben Kunststoff-Halbzeugen auch fertig bearbeitete Einzelteile. Seit Einführung der CAD/CAM-Software Virtual Gibbs hat die Komplexität der gefertigten Teile um einiges
zugenommen, das Portfolio konnte erweitert werden. Die Software deckt die Anforderungen, die der Werkstoff Kunststoff stellt, optimal ab.

Bei der Herstellung von Kunststoffteilen denken viele zunächst an Spritzguss. Doch Spritzguss erfordert Stückzahlen, damit sich die Herstellung eines entsprechenden Formwerkzeugs rechnet. Einzelteile oder
geringe Stückzahlen entstehen hingegen aus extrudiertem Ausgangsmaterial, das auf der Werkzeugmaschine gefräst, gebohrt oder gedreht wird. Kunststoff zu zerspanen scheint auf den ersten Blick eine eher einfache Aufgabe zu sein, nach dem Motto: Kommt man mit hartem Material wie Stahl zurecht, funktioniert es auch mit weichem. Diese Vorstellung mag bei geringen Ansprüchen und einfachen Teilen noch stimmen. Doch Kunststoffteile werden immer komplexer, die Ansprüche an Präzision und Funktionalität höher. Denn: Kunststoff löst immer mehr Metall ab, die mechanischen Eigenschaften lassen es heute zu. Das hat auch damit zu tun, dass Kunststoff in ähnlicher Weise „vergütet“ wird wie
Stahl. „Kunststoffe lassen sich in vielfacher Weise modifizieren und an spezielle Einsatzbedingungen anpassen“, erklärt Winfried Metzner, Fertigungsleiter Zerspanung bei der Centroplast Engineering Plastics GmbH in Marsberg/Sauerland, „sie lassen sich beispielsweise schmier- oder leitfähig machen, UV-beständig oder mit Glasfasern verstärken. Wir sprechen in diesem Zusammenhang von technischen Kunststoffen, verwendbar für Zahnräder, Lager, Ventilatorenlaufräder, tragende Bauteile und vieles mehr.“
Kurzum: die Zerspanung von Kunststoffen wird neben anderen Verarbeitungsmöglichkeiten immer wichtiger, typische Anwendungen finden sich im Flugzeug- und Fahrzeugbau, in bestimmten Bereichen des Maschinen- und Anlagenbaus, wo leichte Konstruktionen erwünscht sind. Auch aus der Medizin- oder Lebensmitteltechnik ist Kunststoff nicht mehr wegzudenken. Kunststoffe erfüllen in hervorragender Weise die Hygiene- und Verträglichkeitsanforderungen im Krankenhaus, in der ärztlichen Praxis oder in der Küche. Ähnlich wie im Metallumfeld liefern die meisten Kunststoffspezialisten entweder Rohmaterial oder Bauteile. Centroplast ist eines der wenigen Unternehmen, das beides liefert. Die Halbzeuge, teilweise auf selbst entwickelten Extrusionsmaschinen produziert, sorgen zwar für den Löwenanteil des Umsatzes, doch haben die Fertigteile in den letzten Jahren beachtlich zugelegt. Der Fokus zielt dabei auf die Realisierung individueller Kundenwünsche. „Wir konzentrieren uns auf schwierige Einzelteile, Prototypen oder kleinere Serien“, betont Winfried Metzner, „dabei decken wir die komplette Prozesskette ab, von der Konstruktion bis zur Fertigung. Die schnelle Lieferung komplexer Teile ist unsere Philosophie.“

Die Kombination aus Werkstoff-, Konstruktions- und Fertigungs-Know-how ist ein besonderer Bonus, von dem die Auftraggeber profitieren. Metzner fährt fort: „Wir bearbeiten in der Teilefertigung unsere eigenen Kunststoffe, die auch sonst dem Markt zur Verfügung stehen. Die Erfahrungen, die wir auf dem Gebiet der Extrusion oder Zerspanung machen, fließen wieder zurück in die Extrusion oder Zerspanung.“ Auf die Frage, mit was für Werkzeugen Kunststoff eigentlich bearbeitet werde, antwortet der Fertigungsleiter: Überwiegend mit Werkzeugen aus der Aluminiumzerspanung. Es handele sich um Schlichtwerkzeuge, Schruppwerkzeuge blieben außen vor. Wichtig seien hoch positive Schneidengeometrien, scharfe Schneidkanten und große Spanräume. Die Schnittwerte sind übrigens reine Erfahrungssache, Tabellen zum Nachschlagen gibt es nicht, oder sie sind viel zu grob. Neben zahlreichen anderen Werkzeugmaschinen liefern drei moderne 5-Achsen-Bearbeitungszentren derzeit den Output in der Teilefertigung bei Centroplast. Der Maschinenpark steht dem von Metallbetrieben in nichts nach. Die Forderung nach Produktivität ist schließlich dieselbe. Da das CAD/CAM-System ein zentrales Prozesskettenglied darstellt, entschied sich das Unternehmen vor etwa vier Jahren für die Anschaffung einer neuen Software. Die Wahl fiel auf der CAD-Seite auf Solid Edge, auf der CAM-Seite auf Virtual Gibbs. Im CAM-Bereich wurde zuvor noch manuell programmiert. „Eine zeitaufwendige Angelegenheit, welche das Bauteilespektrum sehr einschränkte“, berichtet Mario Franz, Technische Arbeitsvorbereitung. Die Nutzung der einzelnen CAM-Module folgte nach und nach.

Mario Franz: „Wir begannen mit dem 3-Achsen-Modul, dann folgten die 3D-Funktionalitäten, vor eineinhalb Jahren kam die 5-Achsen-Bearbeitung hinzu.“ Die Multitasking-Bearbeitung auf Dreh-Fräszentren mit stehenden und angetriebenen Werkzeugen ist derzeit in Vorbereitung. Für diesen Maschinentyp gibt es ein spezielles Modul, ein Highlight der Software.Die Erwartungen, welche die Fertigungsverantwortlichen speziell an die CAM-Seite stellten, wurden inzwischen voll erfüllt. Das System öffnete dem Unternehmen neue Märkte. „Komplexe Teile, an die wir uns früher nicht gewagt hätten, sind durch den Einsatz von Virtual Gibbs möglich geworden“, blickt Winfried Metzner zurück. Der Fertigungsleiter nimmt ein repräsentatives Bauteil aus dem Fundus: eine Bedienkonsole für ein Liquodrainagesystem aus der Medizintechnik (s. Bilder). Die Konsole wird in zwei Aufspannungen mit 3+2-Achsen bearbeitet, der Werkstoff ist PET. Die Anzahl der benötigten Werkzeuge liegt bei 22: Fräser, Bohrer, Gewindewerkzeuge. Die Gesamtbearbeitungszeit beträgt 42 min. Zwar werden auch schon Bauteile mit Freiformflächen mittels 5-Achsen-Simultanbearbeitung produziert, beispielsweise Laufräder, aber Teile, die mit 3 Achsen oder 3+2 Achsen hergestellt werden, seien das Tagesgeschäft, bestätigen die Fertigungsverantwortlichen.
Beim Zerspanen zahlt sich die Werkstofferfahrung der Spezialisten in Marsberg voll aus. Kunststoff neigt in vielen Fällen zu Überraschungen. „Spannungen bewirken, dass das Material sehr stark arbeitet, mehr als Metall oder Holz“, erklärt Winfried Metzner, „man muss bei der Bearbeitung darauf achten, dass Gegenspannungen aufgebaut werden, und das ist nicht immer ganz einfach.“ Auch die Oberflächen erfordern einen fachmännischen Blick. Wenn Werkzeuggeometrien oder Schnittdaten nicht exakt passen, beginnt das Material schnell zu reißen, oft nur sichtbar in einem entsprechenden Lichtwinkel. Die Schnittaufteilung in Vor- und Fertigbearbeitung ist aus diesen Gründen besonders wichtig. Wo und wieviel Aufmaß zweckmäßig ist, um dem Material sein allzu reges Eigenleben zu nehmen – darauf verstehen sich der Fertigungsleiter und sein Team. Die Unberechenbarkeit mancher Kunststoffe macht teilweise kurzfristige Änderungen in der Schnittaufteilung oder Bearbeitungsreihenfolge notwendig. „Das ist mit Virtual Gibbs kein Problem“, bekräftigt Mario Franz, „da Bearbeitungsschritte einfach mit drag-and-drop verschoben werden können.“ Die Programmierung des Vorfräsens ist über eine Aufmaßfunktion denkbar einfach zu bewerkstelligen.

„Früher fehlte die Kontrolle, wenn wir Aufmaße berücksichtigen wollten, das hat sich mit der neuen Software grundlegend geändert. Das Rohteil wird transparent dargestellt, und wir können das darunter liegende Werkstück in jeder Bearbeitungsphase betrachten und beurteilen“, erklärt der CAM-Spezialist weiter. Auf diese Weise lässt sich leichter entscheiden, wo mehr oder weniger Aufmaß zugegeben werden muss. Ähnlich einfach erfolgt auch die Programmierung des Entgratens. Entgratet wird mit einem einschneidigen Stichel, der die Kanten abfährt. Diese Entgratwerkzeuge stellt Centroplast selbst her. Bei manueller Programmierung schleichen sich bei diesem Prozess schnell Fehler ein. Das System hingegen vergisst keine Kante und bricht keine Kante über das vorgesehene Maß hinaus.
Virtual Gibbs ist ein einfach zu handhabendes CAD/CAM-System, gerade wenn es auf Flexibilität ankommt. Und Flexibilität ist in der Kunststoffzerspanung extrem wichtig. Die Software deckt folglich die Bedürfnisse der Kunststoffbearbeitung optimal ab. „Die Vorteile beginnen schon im Vorfeld der Bearbeitung“, setzt Winfried Metzner hinzu, „die Simulationsfunktionen unterstützen uns bei der Kalkulation. Damit bekommen wir auch bei komplexen Teilen schnell einen Überblick und können zutreffende Aussagen über die Bearbeitungskosten machen.“
Der Leistungsumfang der Centroplast Engineering Plastics GmbH in Marsberg/Sauerland deckt sowohl die Herstellung technischer Kunststoffe wie auch deren zerspanende Verarbeitung ab. Der Rohkunststoff wird auf teilweise selbst entwickelten Extrusionsanlagen nach dem Strangpress-, Kalandrier- oder Vakuumkalibrierverfahren in seine Ausgangsform gebracht.
In der hochmodern ausgestatteten Teilefertigung untersuchen die Spezialisten von Centroplast bestehende Konstruktionen auf ihre Machbarkeit oder übernehmen selbst die Auslegung der Bauteile. Etwa 70% des Umsatzes entfällt auf Halbzeuge, 30% auf Fertigteile.
Das Unternehmen beschäftigt am Hauptsitz in Marsberg rund 80 Mitarbeiterinnen und Mitarbeiter. Ein zweiter Standort befindet sich in Stafford, Großbritannien. Centroplast ist ein Tochterunternehmen der Centrotec Sustainable AG, Brilon.
Weitere Infos: www.centroplast.de
Komplexe Teile, an die wir uns früher nicht gewagt hätten, sind durch den Einsatz von Virtual Gibbs möglich geworden.
MUT-Tschamber, ein Maschinenbauunternehmen in Deutschland, hat die PrimeTurning™-Technologie von Sandvik Coromant und die NC-Programmierlösung GibbsCAM eingeführt, um einen höheren Durchsatz und eine höhere Produktivität zu erzielen.
Das Northern Maine Community College (NMCC) hat einen Lehrplan implementiert, der CNC-Programmierkenntnisse unter Verwendung der Virtual Gibbs-Software vermittelt und es den Studenten ermöglicht, innerhalb von 9 Monaten eine Zertifizierung zu erlangen, mit deren Hilfe eine Einstellungsquote von 100 % für die Studienabgänger erzielt wird.
Der Werkzeughersteller Rieco System Srl erreicht mit Hilfe der Software GibbsCAM eine höhere Bearbeitungspräzision und optimierte Produktionszeit.
Die SAFA GmbH & Co.KG hat sich auf die Bearbeitung von Nichteisenmetallen, insbesondere Messing, spezialisiert und ein Know-how in der Bearbeitung von Elektrodenkupfer für die Herstellung von Steckkontakten für Elektrofahrzeuge entwickelt.
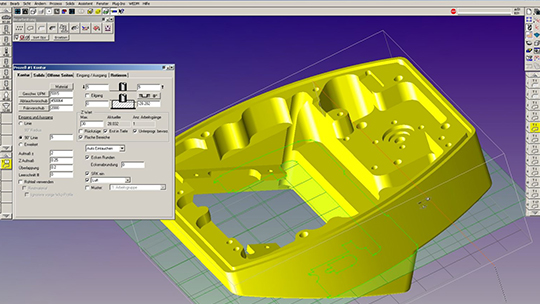
Centroplast in Marsberg hat mit Virtual Gibbs die Herausforderung der Kunststoffzerspanung gemeistert und konnte sein Portfolio erweitern, um komplexe Bauteile wie die Bedienkonsolen für Liquodrainagesysteme erfolgreich herzustellen.

Die Hilma-Römheld GmbH verwendet das CAM-System Virtual Gibbs für die effiziente Programmierung von Turmspannsystemen, was zu einer Zeitersparnis von über 20 Prozent führt und ermöglicht, komplexe Konturen flexibel und in hoher Qualität zu programmieren.