Seit der Gründung im Jahr 1968 begleitet die SAFA GmbH & Co.KG aus Arnsberg das Thema der Zerspanung von Buntmetallen. Waren es in der Anfangszeit noch fast ausschließlich Drehteile für Bad-Accessoires und später auch Geschenkartikel aus Messing, die dort produziert wurden, so ist SAFA heute anerkannter Partner und Lieferant von qualitativ hochwertigen Dreh- und Frästeilen für eine Vielzahl von Branchen. Vor allem die in der Region ansässigen und namhaften Hersteller von Haushaltsarmaturen und Ventiltechnik bauen auf die Flexibilität und Zuverlässigkeit von SAFA. Mit 40 Mitarbeitern fertigt der Betrieb, der im idyllischen Sauerland gelegen ist, im Dreischichtbetrieb auf modernsten CNC-gesteuerten Dreh- und Fräsmaschinen sowie Langdrehern ein breites Produktspektrum vom Einzelteil bis zur Großserie. Virtual Gibbs ist dabei seit über 15 Jahren die Wahl für die CNC-Programmierung des gesamten Maschinenparks.
Dieses Produkt passt hervorragend zu unserem Knowhow und zu unserem Maschinenpark und dabei speziell zu unseren Langdrehern, da hier große Stückzahlen aus Stangenmaterial in kleineren Durchmessern mit höchster Präzision gefertigt werden müssen.

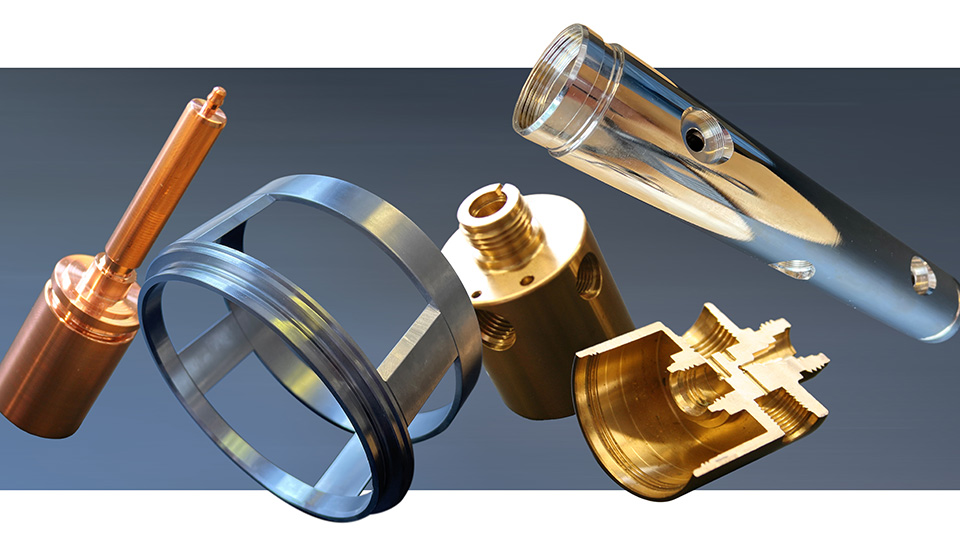
Neben der Zerspanung von Aluminium, Stahl und Edelstahl sind es vor allem die Buntmetalle mit denen sich SAFA einen Namen gemacht hat. Die besonderen Materialeigenschaften machen Messing zum idealen Werkstoff für Armaturen. Die Anforderungen an die Zerspanung sind dabei grundsätzlich andere als bei der Zerspanung von Werkzeug- und Edelstählen. Dazu Florian Riese, seit 2021 Geschäftsführer bei SAFA: „Werkzeugverschleiß und -standzeiten sowie Maschinenbelastung können dabei quasi vernachlässigt werden. Durch den Trend zu bleifreien bzw. -armen Messingen, haben sich die besonderen Anforderungen bei der Zerspanung aber deutlich erhöht. Die besondere Herausforderung liegt darin, den Span vom Teil wegzubekommen.“ Dabei kommt dem Unternehmen seine Jahrzehnte lange Erfahrung bei der Bearbeitung von Messing zugute. Am Ende der Versuche Stand eine Lösung bestehend aus der richtigen Kombination von Werkzeugtechnologie, Schnittdaten und Schmieröl bzw. Emulsion in Verbindung mit der Verwendung von Hochdruckpumpen in der Maschine.
Als neuste Entwicklung hat bei Safa die Verarbeitung von Elektrodenkupfer Einzug gehalten, bei dem das Spanbrechverhalten noch weitaus schwieriger ist als bei den neuen Messingsorten. „Inzwischen haben wir das Thema gut im Griff“, erläutert der Jungunternehmer, „aber zu Beginn haben wir uns da blutige Nasen geholt. Hier waren es wieder die Hochdruckpumpen, die die Ergebnisse deutlich verbessert haben sowie ein von Virtual Gibbs zur Verfügung gestellter Spanbrechzyklus.“ Nach umfassenden Versuchen in Zusammenarbeit mit einem großen Automobilzulieferer konnte man sich die Elektromobilität als neuen Zielmarkt erschließen. „Wir fertigen große Mengen Kontakte für CCS-Ladedosen aus Kupfer, die in E-Fahrzeugen verbaut werden. Dieses Produkt passt hervorragend zu unserem Knowhow und zu unserem Maschinenpark und dabei speziell zu unseren Langdrehern, da hier große Stückzahlen aus Stangenmaterial in kleineren Durchmessern mit höchster Präzision gefertigt werden müssen.
Betritt man die Fertigung erkennt man sofort, was Sache ist. Bei Safa wird das Geld mit der Zerspanung von Stangenmaterial verdient. Die zahlreichen Maschinen, die meisten nicht älter als 5 Jahre, stehen dicht an dicht; fast alle sind mit Stangenladern bestückt. Das Stangen-Material lagert in der Mitte der Halle, um ein schnelle Materialzuführung an die Maschinen zu ermöglichen. Direkt daneben die Kabine mit den Virtual Gibbs-Programmierarbeitsplätzen. „Unsere Programmierer müssen immer nah am Geschehen sein und auch regelmäßig an die Maschine. Die Erfahrung hat uns gezeigt, dass wir mit Allroundern in dieser Position am besten fahren. Nur wer die Eigenarten beim Betrieb der Maschinen in Verbindung mit den anspruchsvollen Materialien kennt, ist in der Lage, Programme zu erstellen, die an der Maschine ohne lange Einfahrzeit und Versuche effizient laufen.“ Eine weitere Kabine im Randbereich der Produktion dient der fertigungsbegleitenden Teileprüfung, die bei SAFA einen hohen Stellenwert einnimmt, um Fehler schnell identifizieren und beseitigen zu können.
Besondere Ansprüche legen die Hersteller von Armaturen und Mess-/ Regeltechnik neben qualitativ hochwertigen Oberflächen auf die Einhaltung sehr enger Toleranzen. „Dass wir die anspruchsvollen Toleranzvorgaben einhalten können, ist nicht zuletzt dadurch begründet, dass wir fast alle Teile in der Regel auf einer Maschine, ohne Umspannen komplett fertigen.“
Da immer mehr Hersteller, vor allem die der Automobil- und Flugzeugindustrie entsprechende Prüfprotokolle und -dokumentationen zu ihren Teilen voraussetzen, hat man sich vor nicht allzu langer Zeit für die Anschaffung einer Messmaschine MarShaft SCOPE 250 Pro von Carl Mahr entschieden, die jedes Teil in Sekunden optisch in 3D komplett vermisst.
Die ehemals kurvengesteuerten Drehmaschinen wurden inzwischen komplett durch CNC-gesteuerte Drehfräszentren und Langdreher ersetzt. Für die reine Fräsbearbeitung gibt es zudem drei 3-Achsen-Fräsmaschinen. Herzstücke der Fertigung sind Maschinen der Hersteller Star, CMZ, Tornos und Biglia.
Bei den zwei Langdrehautomaten von Star handelt es sich um eine kleinere SR-20R IV type A und eine größere SR38-B, mit zusätzlicher B-Achse, die die Serienfertigung aus Stangenmaterial mit einem Durchmesser bis zu 38 mm erlaubt. Auf diesen Maschinen werden unter anderem die Kupferteile für die CCS-Ladedosen produziert.
Insgesamt vier Biglia Drehfräszentren kommen unter anderem für die Fertigung von Armaturenteilen zum Einsatz. Alle Maschinen sind mit zwei Revolvern sowie Haupt- und Gegenspindel ausgestattet. Die automatische Teileübernahme von der Haupt- auf die Gegenspindel ist jeweils möglich. Gegen einen dritten Revolver an den Maschinen hat mich sich bei SAFA bewusst entschieden, da sich durch durch die weitere Einheit bei dem vorhanden Produktspektrum nur ein geringfügiger Produktivitätsvorteil ergeben hätte. Besonders zu erwähnen ist die Biglia 465 T2 Y2 - RBT2, die über eine zusätzliche, integrierte Robotik für die Rohteilzuführung und die Fertigteilentnahme verfügt.
Die Maschinen liefern hervorragende Oberflächen, die keinen Schleif- und nur geringen Polieraufwand erfordern. Daher ist es wichtig, diese Teile vorsichtig zu handhaben und einzeln zu lagern. Daher haben wir uns für den Roboter entschieden“, erläutert Riese und weiter: „Die vorsichtige Handhabung der Fertigteile spielt eine so wichtige Rolle für uns, dass wir in einem der nächsten Schritte über die Anschaffung weiterer Roboter nachdenken, um auch die anderen Bearbeitungszentren automatisch entladen zu können.“
Wie die Biglia Maschinen ist die zusätzliche CMZ TTL 66 mit zwei Revolvern, mit angetriebenen Werkzeugen, Haupt- und Gegenspindel und Stangenlader ausgestattet und komplettiert damit die Reihe der modernen Drehautomaten.
Inzwischen haben wir das Thema gut im Griff, aber zu Beginn haben wir uns da blutige Nasen geholt. Hier waren es wieder die Hochdruckpumpen, die die Ergebnisse deutlich verbessert haben sowie ein von Virtual Gibbs zur Verfügung gestellter Spanbrechzyklus.

Die so ausgestatteten Maschinen zeigen Ihre Stärke bei der Komplettbearbeitung der Teile, die über die letzten Jahre immer komplexer geworden und damit aufwändiger zu fertigen sind. Der Grund für die zunehmende Komplexität der Teile ist klar. Hersteller versuchen die Funktionen, die in der Vergangenheit von mehreren Teilen einer Baugruppe erledigt wurden, in einer kleineren Baugruppe bzw. in einem Einzelteil zusammenzufassen. So spart man Gewicht, erzielt höhere Genauigkeiten und Stabilität und spart zudem den Montageaufwand.

Auf der im Foto (Bild 1b) dargestellten Artikelzeichnung lässt sich erkennen, wie komplex ein von außen zunächst einfach erscheinendes Rotationsteil (Bild 1a) sein kann. Die Vielzahl an Maßen, die feinen Details und zahlreiche Form- und Lagetoleranzen gilt es komplett zu berücksichtigen und umzusetzen, um dem kritischen Auge des Kunden am Ende gerecht werden zu können.
Die Fima SAFA erhält Zeichnungsdaten der Kunden nicht selten in Form einer PDF-Datei. Wenn keine CAD-Daten bereitgestellt werden, bedeutet das, die Artikelgeometrie im System zunächst nachzubilden. Dafür nutzt SAFA kein extra CAD-System sondern man baut die Geometrien mit der integrierten CAD-Funktionalität von Virtual Gibbs direkt im CAM-System auf. Bei diesem Schritt entwickelt sich vor dem geistigen Auge des Programmierers bereits die Bearbeitungsabfolge auf der Maschine.

Natürlich ist die Programmierung der hochautomatisierten Maschinen ein nicht zu unterschätzender Faktor für den produktiven Betrieb eines Fertigungsdienstleisters. Und die Entscheidung für ein CAM-System will wohl überlegt sein, da man dabei auch schwer absehbare zukünftige Entwicklungen nicht außer Acht lassen darf.
Florian Riese erinnert sich: „Ich war noch in der Ausbildung zum Zerspanungsmechaniker, als man hier vor über 15 Jahren auf die Suche nach einem neuen Programmiersystem ging. Unser altes System konnte nicht mehr mit den steigenden Anforderungen unserer Fertigung mithalten und auch die Betreuung durch den damaligen Anbieter, ließ einiges zu wünschen übrig. Ich bin froh, dass meine Kollegen sich damals bei der Neuauswahl für Virtual Gibbs entschieden haben. Ich kann Virtual Gibbs heute aus den unterschiedlichsten Betrachtungswinkeln beurteilen. Zunächst als Neueinsteiger in das Thema CAM und NC-Programmierer, später als Produktionsverantwortlicher und seit einem Jahr nun als Geschäftsführer. Es hat nicht einen Tag gegeben, an dem wir die Entscheidung für das Produkt bereut hätten oder nicht mit der Betreuung durch das Virtual Gibbs-Team zufrieden gewesen wären.“
Sicherlich hat bei SAFA vor 15 Jahren noch niemand über die Fertigung von Kupfer-Teilen für die E-Mobilität nachgedacht. Auch das Thema Langdrehen ist erst nach der Entscheidung für das neue CAM-System angegangen worden. „Ich darf sagen, dass wir gemeinsam mit dem Virtual Gibbs-Team jede Neuentwicklung in unserem Geschäftsumfeld meistern konnten. Wir konnten uns immer darauf verlassen, dass uns mit Virtual Gibbs auch für unsere neuen Maschinen ein leistungsfähiges Programmiersystem zur Verfügung steht und zu dem uns jeweils der Postprozessor geliefert wird, der alle Leistungsmerkmale der neuen Maschine abbildet. Ebenso haben wir jederzeit eine kompetente Antwort auf unsere Fragen bekommen, was vor allem für unseren Speedturn-Geschäftsbereich (siehe Kasten) sehr wichtig ist, bei dem wir unsere Kunden innerhalb von 24h mit Teilen beliefern. Da können wir nicht lange auf eine Problemlösung warten.“

In der gegebenen Konstellation ist ein weiteres wichtiges Leistungsmerkmal der CAM-Software entscheidend. Dazu Florian Riese: „Virtual Gibbs ist bereits bei der Angebotserstellung, das heißt, bei der Festlegung der Preise für die zu produzierenden Teile enorm wichtig. Virtual Gibbs gibt mir eine sehr genaue Einschätzung der Maschinenlaufzeiten. Bei der Programmierung der Maschine kommt es bei großen Serien buchstäblich auf die Sekunde an. Nur wenn ich den Aufwand realistisch einschätzen kann, kann ich einen marktgerechten Preis abgeben, der mir den Auftrag bringt und mich anschließend zu einem fairen Preis liefern lässt.“
Für einen Zerspanungsdienstleister wie die SAFA GmbH & CO.KG ist es existenziell wichtig auf Markterfordernisse schnell und flexibel reagieren zu können. Das betrifft vor allem die Maschinenauswahl, da jede Maschine nur für ein bestimmtes Teile-Spektrum ausgelegt ist. Produktivität, Spezialisierung und die Breite des Leistungsangebotes müssen dabei gegeneinander abgewogen werden.
SAFA hat über die Jahre immer wieder wichtige und richtige Entscheidungen getroffen, um für seine Kunden heute erste Wahl zu sein, wenn es um die schnelle und flexible Lieferung qualitativ hochwertiger Dreh- und Frästeile geht. Der Erfolg gibt den Arnsbergern recht und eine weiter Expansion ist geplant.
Dass man bei allen Veränderungen über die lange Zeit bei einem CAM-Anbieter geblieben ist, spricht für die außergewöhnliche Anpassungsfähigkeit von Virtual Gibbs und die kontinuierliche Anpassung an neue Anforderungen. Soll heißen, ein CAM-System muss mit den Anforderungen eines Unternehmens wachsen. Für die Zukunft wird bei SAFA bereits über die Erweiterung des Maschinenparks mit einer 5-Achsen Fräsmaschine nachgedacht. „Wir haben vor einigen Jahren bereits einmal im Rahmen eines Hochschulprojektes Erfahrungen mit der 5-Achsen-Fräs-Programmierung mit Virtual Gibbs gemacht und wir wissen, dass wir auch mit diesem Thema bei Virtual Gibbs bestens aufgehoben sind.“
Dass Ziel von SAFA ist es, Kunden schnell und umfassend zu beliefern. Mit insgesamt 40 Mitarbeitern produziert SAFA im sauerländischen Arnsberg Dreh- und Frästeile aus Stahl, Edelstahl, Aluminium, Messing, Rotguss oder Kupfer. Dabei deckt man das gesamte Spektrum von Losgröße 1 bis hin zur Großserienproduktion ab. Abnehmer sind unter anderem die Armaturen-, Heizungs- und Sanitär-, Automobilzuliefer-, Hydraulik- und Pneumatikindustrie, Mess- und Regeltechnik, Maschinen- und Anlagenbau, Elektro-, sowie die Medizintechnik.
www.safadreh.de
Der SPEEDTURN-Service kommt immer dann zum Einsatz, wenn es beim Kunden „brennt“, d.h. wenn ein Produktionsstillstand durch fehlende Teile droht. SAFA fertigt und liefert mit SPEEDTURN fehlende Teile binnen 24 Stunden.
Das SPEEDTURN-Team ist darauf spezialisiert, Eilbestellungen umgehend in den laufenden Produktionsprozess einzuschleusen. Dank ausgewählter Partner ist man darüber hinaus in der Lage, benötigtes Vormaterial kurzfristig zu beschaffen, sofern es nicht am Lager ist. Maschinen werden von Fachkräften unverzüglich eingerichtet. Nach der Fertigstellung und Endkontrolle durch das Qualitätsmanagement werden die fertigen Teile sofort verpackt und per Kurier an den Bestimmungsort gebracht.
MUT-Tschamber, ein Maschinenbauunternehmen in Deutschland, hat die PrimeTurning™-Technologie von Sandvik Coromant und die NC-Programmierlösung GibbsCAM eingeführt, um einen höheren Durchsatz und eine höhere Produktivität zu erzielen.
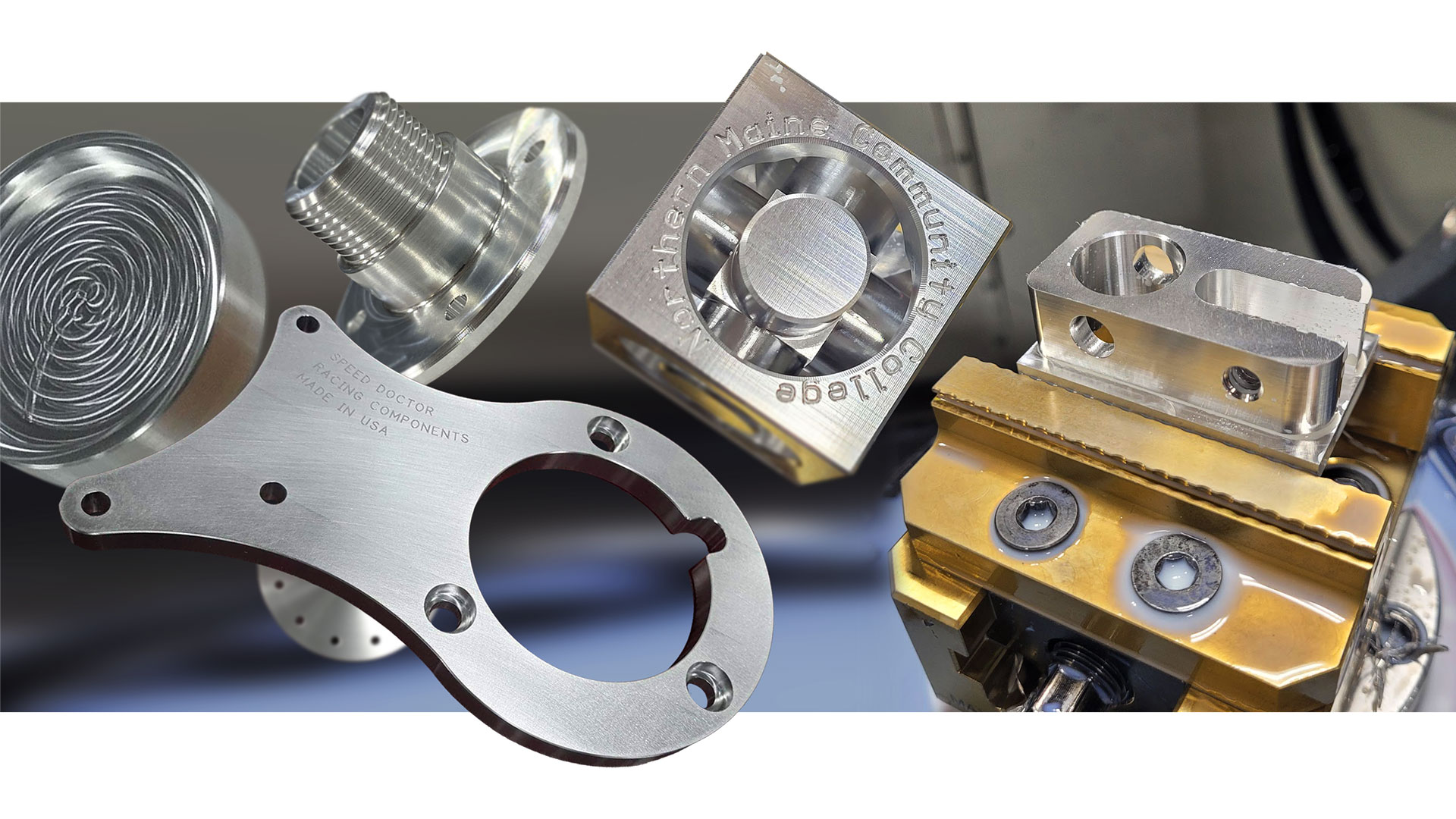
Das Northern Maine Community College (NMCC) hat einen Lehrplan implementiert, der CNC-Programmierkenntnisse unter Verwendung der Virtual Gibbs-Software vermittelt und es den Studenten ermöglicht, innerhalb von 9 Monaten eine Zertifizierung zu erlangen, mit deren Hilfe eine Einstellungsquote von 100 % für die Studienabgänger erzielt wird.
Der Werkzeughersteller Rieco System Srl erreicht mit Hilfe der Software GibbsCAM eine höhere Bearbeitungspräzision und optimierte Produktionszeit.
Die SAFA GmbH & Co.KG hat sich auf die Bearbeitung von Nichteisenmetallen, insbesondere Messing, spezialisiert und ein Know-how in der Bearbeitung von Elektrodenkupfer für die Herstellung von Steckkontakten für Elektrofahrzeuge entwickelt.
Centroplast in Marsberg hat mit Virtual Gibbs die Herausforderung der Kunststoffzerspanung gemeistert und konnte sein Portfolio erweitern, um komplexe Bauteile wie die Bedienkonsolen für Liquodrainagesysteme erfolgreich herzustellen.

Die Hilma-Römheld GmbH verwendet das CAM-System Virtual Gibbs für die effiziente Programmierung von Turmspannsystemen, was zu einer Zeitersparnis von über 20 Prozent führt und ermöglicht, komplexe Konturen flexibel und in hoher Qualität zu programmieren.