Sin dalla sua fondazione nel 1968, la SAFA GmbH & Co.KG di Arnsberg si occupa della lavorazione di metalli non ferrosi. Agli inizi, i prodotti principali erano i pezzi torniti per gli accessori da bagno e, successivamente, gli articoli da regalo in ottone, ma oggi SAFA è un partner e un fornitore riconosciuto di pezzi torniti e fresati di alta qualità per un'ampia gamma di settori industriali. Oggi, i produttori Blue Chip di rubinetteria per la casa e di valvole si affidano soprattutto al know-how, alla flessibilità e all'affidabilità di SAFA. Situata nell'idilliaca regione del Sauerland, i 40 dipendenti dell'azienda lavorano su tre turni, producendo un'ampia gamma di prodotti, dai singoli pezzi alle grandi serie. SAFA utilizza torni e fresatrici a controllo numerico all'avanguardia e torni a fantina mobile. GibbsCAM è il sistema CAD/CAM di riferimento per la programmazione CNC da oltre 15 anni.
Questo prodotto si sposa perfettamente con la nostra esperienza di produzione e con i nostri macchinari, in particolare i torni a fantina mobile, poiché è necessario produrre grandi quantità di barre di piccolo diametro con la massima precisione.

Pur lavorando alluminio, acciaio e acciaio inox, SAFA si è guadagnata una reputazione di primo piano nella lavorazione di metalli non ferrosi come l'ottone. Le speciali proprietà del materiale dell'ottone lo rendono ideale per i raccordi, con requisiti di lavorazione fondamentalmente diversi dagli acciai da utensili e dagli acciai inossidabili. Florian Riese, amministratore delegato di SAFA, commenta: "L'usura degli utensili, la durata e il carico della macchina possono essere praticamente ignorati. Tuttavia, la tendenza verso l'ottone senza piombo o a basso tenore di piombo ha aumentato in modo significativo i requisiti speciali per la lavorazione. La sfida unica è quella di allontanare i trucioli dal pezzo". Per rimanere all'avanguardia, SAFA ha sviluppato un vantaggio tecnologico grazie alla sua esperienza decennale nella lavorazione dell'ottone con la giusta combinazione di tecnologia degli utensili, dati di taglio e olio lubrificante o emulsione, insieme all'uso di pompe ad alta pressione nella macchina.
L'ultimo sviluppo alla SAFA è la lavorazione del rame per elettrodi, in cui la rottura dei trucioli è molto più difficile che con i nuovi tipi di ottone. "Ora abbiamo una buona padronanza del processo, ma all'inizio ci siamo fatti prendere la mano", spiega il giovane imprenditore. "Sono state le pompe ad alta pressione a migliorare significativamente i risultati, oltre a un ciclo di rottura dei trucioli fornito da GibbsCAM". Dopo aver effettuato prove approfondite in collaborazione con un importante fornitore del settore automobilistico, l'azienda è stata in grado di sfruttare l'elettromobilità come nuovo mercato di riferimento. "Produciamo grandi quantità di contatti per le prese di ricarica CCS in rame, che vengono installate nei veicoli elettrici. Questo prodotto si sposa perfettamente con la nostra esperienza di produzione e con i nostri macchinari, in particolare con i nostri torni a fantina mobile, poiché è necessario produrre grandi quantità da barre di piccolo diametro con la massima precisione."
Quando si entra nell'officina SAFA, si nota subito che l'obiettivo principale è la tornitura. Le numerose macchine, la maggior parte delle quali non ha più di 5 anni, sono vicine tra loro e quasi tutte sono dotate di caricatori di barre. Il materiale in barre è immagazzinato al centro del capannone per consentire una rapida alimentazione delle macchine. Proprio accanto c'è la cabina di programmazione con le postazioni di lavoro GibbsCAM. "I nostri programmatori devono sempre essere vicini alla zona operativa e alla macchina. L'esperienza ci ha insegnato che la posizione migliore è quella di chi lavora a tutto tondo. Solo chi conosce le peculiarità del funzionamento delle macchine con materiali impegnativi è in grado di creare programmi che funzionano in modo efficiente in macchina senza lunghi tempi di rodaggio e prove." Un'altra cabina ai margini della produzione è utilizzata per l'ispezione dei pezzi, che è una priorità assoluta alla SAFA per identificare ed eliminare rapidamente i difetti.
Oltre a una finitura superficiale di alta qualità, i produttori di valvole richiedono il rispetto di tolleranze molto strette. "Il perché siamo in grado di soddisfare le rigorose specifiche di tolleranza è dovuto in gran parte al fatto che di solito produciamo quasi tutte le parti completamente su un'unica macchina, senza riposizionamento e configurazioni multiple."
Poiché un numero sempre maggiore di produttori, in particolare quelli dell'industria automobilistica e aeronautica, richiede registri di ispezione e documentazione corrispondenti per i loro pezzi, è stata presa la decisione di implementare una macchina di misura MarShaft SCOPE 250 Pro di Carl Mahr. La macchina di misura per alberi è dotata di una telecamera a matrice CMOS ad alta risoluzione con una velocità di acquisizione delle immagini di oltre 120 immagini al secondo, che offre una misurazione precisa e completamente automatica di pezzi a rotazione simmetrica in pochi secondi.
I vecchi torni a camme sono stati completamente sostituiti da centri di tornitura/fresatura a controllo numerico e torni a fantina mobile. Per le operazioni di sola fresatura, sono disponibili diverse fresatrici a 3 assi di Star, CMZ, Tornos e Biglia.
I due torni automatici Star: il più piccolo SR-20R IV tipo A e il più grande SR38-B, con un asse B aggiuntivo, che consente la produzione in serie da barre con diametro fino a 38 mm. Tra l'altro, la maggior parte dei pezzi in rame per i connettori dei veicoli viene prodotta su queste macchine.
Quattro centri di tornitura Biglia sono utilizzati per la produzione di parti di valvole. Tutte le macchine sono dotate di due torrette e di mandrini principali e contromandrini. In ogni caso, è possibile trasferire automaticamente i pezzi dal mandrino principale al contromandrino. SAFA ha deciso consapevolmente di non installare una terza torretta sulle macchine, poiché l'unità aggiuntiva avrebbe comportato solo un piccolo vantaggio in termini di produttività con la gamma di prodotti esistente. Una menzione particolare merita tornio Biglia 465 T2 Y2 - RBT2, che dispone di una robotica aggiuntiva integrata per l'alimentazione del pezzo grezzo e la rimozione del pezzo finito.
"Le macchine garantiscono un'eccellente qualità delle superfici che non richiede rettifica ma solo una piccola lucidatura. Pertanto, è importante maneggiare questi pezzi con cura e conservarli singolarmente. Ecco perché abbiamo deciso di utilizzare il robot", spiega Riese, aggiungendo: "La gestione accurata dei pezzi finiti ha un ruolo così importante per noi che una delle prossime decisioni di acquisto riguarderà robot aggiuntivi per scaricare automaticamente anche gli altri centri di lavorazione."
A completare la linea di moderni torni CNC c'è il CMZ TTL 66. Simile al Biglia, la macchina è dotata di due torrette portautensili, mandrini principali e contromandrini, alimentatori di barre e può funzionare a 12.000 giri/min per la tornitura.
Ora abbiamo una buona padronanza del processo, ma all'inizio ci siamo sporcati il naso". Sono state le pompe ad alta pressione a migliorare significativamente i risultati, oltre a un ciclo di rottura dei trucioli fornito da GibbsCAM.

Le macchine così equipaggiate dimostrano la loro versatilità e forza nella lavorazione completa dei pezzi, che sono diventati sempre più complessi e costosi da produrre. La ragione dell'aumento della complessità dei pezzi è chiara: i produttori cercano di combinare funzioni che in passato venivano svolte da più parti di un gruppo in un gruppo più piccolo o in un singolo pezzo. In questo modo si risparmia peso, si migliora la stabilità, si ottengono precisioni più elevate e si risparmia anche tempo di assemblaggio.

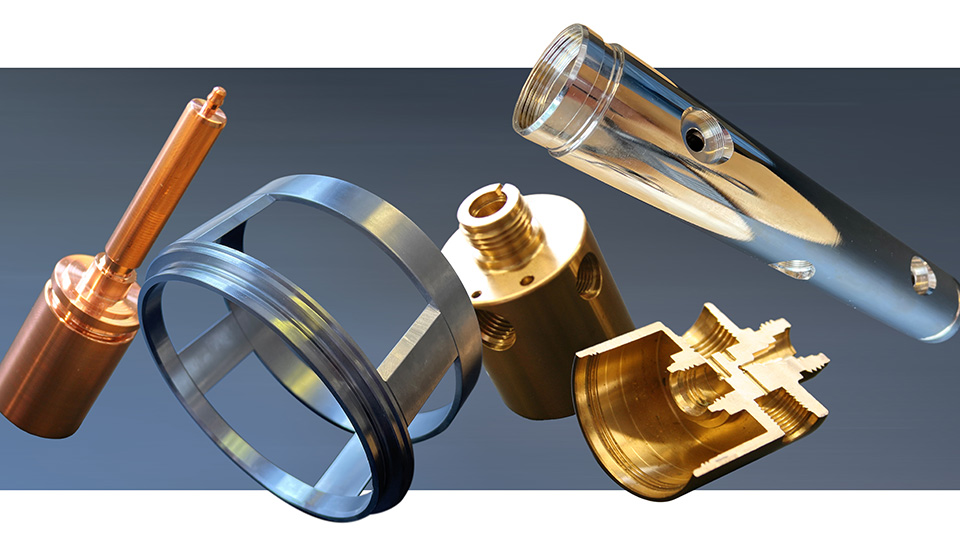
Il disegno dell'articolo mostrato nella foto (Fig. 1b) mostra quanto possa diventare complesso un pezzo rotante (Fig. 1a). Per superare i controlli di qualità e soddisfare le richieste del cliente finale, è necessario rispettare un gran numero di forme dimensionali, dettagli fini e tolleranze di posizione.
Non è raro che SAFA riceva dai clienti dati di disegno sotto forma di file PDF. Se non vengono forniti dati CAD, SAFA non utilizza un sistema CAD aggiuntivo, ma ricrea la geometria direttamente nel sistema CAM utilizzando la funzionalità CAD integrata di GibbsCAM. Durante questa fase, la sequenza di lavorazione si sviluppa già nella mente del programmatore.

Naturalmente, la programmazione di macchine altamente automatizzate è un fattore che un fornitore di servizi di produzione non dovrebbe sottovalutare. La scelta di un sistema CAM deve essere valutata con attenzione, poiché è difficile prevedere i requisiti futuri.
Florian Riese ricorda: "Stavo ancora facendo la formazione per diventare operatore di macchine CNC quando abbiamo iniziato a cercare un nuovo sistema di programmazione. Il nostro vecchio sistema non riusciva più a tenere il passo con le crescenti esigenze di produzione e l'assistenza fornita dal precedente fornitore lasciava molto a desiderare. Sono contento che i miei colleghi abbiano scelto GibbsCAM quando hanno fatto la loro scelta. Nel corso del tempo, ho valutato GibbsCAM da molti punti di vista diversi. Prima come neofita della programmazione CAM e NC, poi come responsabile della produzione e da un anno a questa parte come amministratore delegato. Non c'è stato un giorno in cui abbiamo rimpianto la decisione di scegliere il prodotto. In caso di problemi, siamo sempre stati molto soddisfatti del supporto ricevuto dal team di GibbsCAM".
Di certo 15 anni fa nessuno alla SAFA pensava di produrre pezzi in rame per la mobilità elettrica. Anche l'idea della tornitura lunga non è stata presa in considerazione fino a quando non si è deciso di utilizzare il nuovo sistema CAM. "Insieme al team di GibbsCAM, siamo stati in grado di gestire ogni nuovo sviluppo nel nostro ambiente di lavoro. Abbiamo sempre potuto contare su GibbsCAM che ci ha fornito un potente sistema di programmazione, anche per le nostre nuove macchine, e che ci ha fornito il postprocessore che mappa tutte le caratteristiche prestazionali di ogni nuova macchina", afferma Riese. "Inoltre, riceviamo una risposta competente alle nostre domande in qualsiasi momento, il che è molto importante, soprattutto per la nostra attività Speedturn, dove forniamo ai nostri clienti pezzi entro 24 ore. Non possiamo aspettare a lungo per trovare una soluzione a un problema".

Per SAFA, c'è un'altra importante caratteristica del software CAM che è fondamentale per le operazioni. Florian Riese spiega: "GibbsCAM è già enormemente importante durante il processo di quotazione, quando si stabiliscono i prezzi per i pezzi da produrre. GibbsCAM mi fornisce una stima molto accurata dei tempi di esecuzione della macchina. Quando si programma la macchina, per le grandi serie si arriva letteralmente al secondo. Solo con una stima realistica dell'impegno richiesto posso presentare un preventivo in linea con il mercato che mi permetta di ottenere l'ordine e di consegnare a un prezzo competitivo."
Per un fornitore di servizi di lavorazione come SAFA GmbH & CO.KG è di fondamentale importanza poter essere agile e reagire rapidamente alle richieste del mercato. Questo vale soprattutto per la scelta delle macchine, poiché ogni macchina è progettata solo per un certo spettro di pezzi. Produttività, specializzazione e gamma di servizi devono essere soppesati tra loro.
Nel corso degli anni, SAFA ha ripetutamente preso decisioni importanti e corrette per essere la prima scelta dei suoi clienti quando si tratta di fornire in modo rapido e flessibile pezzi torniti e fresati di alta qualità. Il successo dell'azienda ha dimostrato che gli Arnsberger hanno ragione e si prevede un'ulteriore espansione.
Il fatto che l'azienda sia rimasta con un unico fornitore CAM per un periodo così lungo, nonostante tutti i cambiamenti, la dice lunga sull'eccezionale adattabilità di GibbsCAM alle nuove esigenze. In altre parole, un sistema CAM deve crescere con le esigenze dell'azienda. Per il futuro, SAFA sta già pensando di aggiungere una fresatrice a 5 assi al suo parco macchine. "Abbiamo già avuto esperienza di programmazione di fresatrici a 5 assi con GibbsCAM qualche anno fa, nell'ambito di un progetto universitario. Sappiamo di essere in buone mani con GibbsCAM anche in questo settore".
L'obiettivo di SAFA è fornire i clienti in modo rapido e completo. Con un totale di 40 dipendenti, SAFA produce pezzi torniti e fresati in acciaio, acciaio inox, alluminio, titanio, ottone, ottone rosso o rame ad Arnsberg, nel Sauerland. L'azienda copre l'intero spettro, dal lotto 1 alla produzione su larga scala.
Tra i clienti figurano i settori della rubinetteria, del riscaldamento e degli impianti sanitari, delle forniture per autoveicoli, dell'idraulica e della pneumatica, della misurazione e del controllo, dell'ingegneria meccanica e impiantistica, dell'industria elettrica, medica e aerospaziale.
www.safadreh.de
Il servizio SPEEDTURN entra sempre in gioco quando c'è un "incendio" presso il cliente, cioè quando è imminente un blocco della produzione a causa di parti mancanti. SAFA produce e consegna i pezzi mancanti con SPEEDTURN entro 24 ore.
Il team SPEEDTURN è specializzato nell'integrare immediatamente gli ordini urgenti nel processo di produzione in corso. Grazie a partner selezionati, SPEEDTURN è anche in grado di procurare il materiale richiesto con breve preavviso, se non è disponibile a magazzino. Le macchine vengono impostate in tempi rapidi da personale specializzato. Dopo il completamento e l'ispezione finale da parte della direzione della qualità, i pezzi finiti vengono immediatamente imballati e consegnati a destinazione tramite corriere.
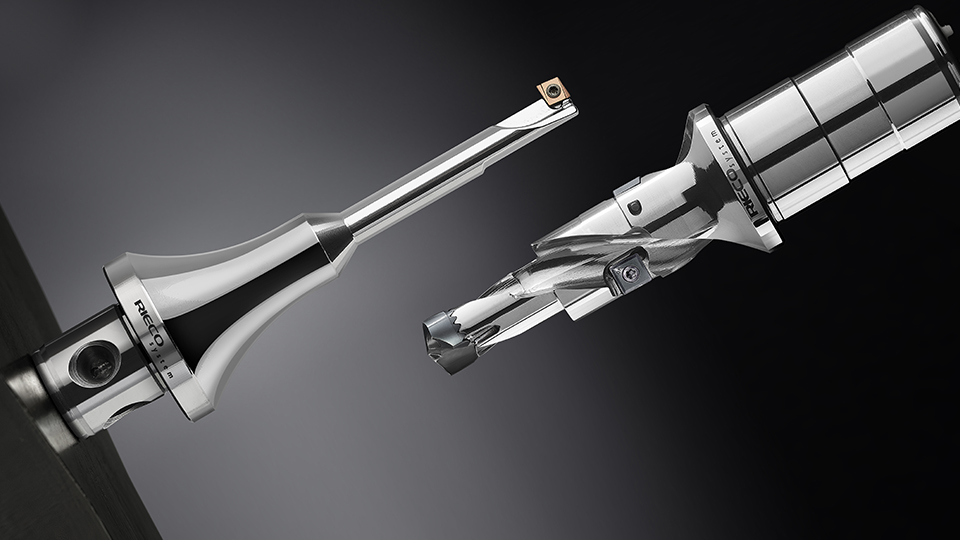
Il produttore di utensili Rieco System Srl ottiene una maggiore precisione di lavorazione e tempi di produzione ottimizzati con l'aiuto del software GibbsCAM.
SAFA GmbH & Co.KG è specializzata nella lavorazione di metalli non ferrosi, in particolare dell'ottone, e ha sviluppato competenze nella lavorazione di elettrodi di rame per la produzione di contatti a spina per veicoli elettrici.

Un produttore di acciaio pesante abbraccia il CAM digitale a 6 assi per spostare le montagne Da 12 tonnellate di acciaio e 6 tonnellate di trucioli nasce una bellezza: una chiglia da 6 tonnellate per una riproduzione di un veliero del 1901, programmata con GibbsCAM.

Brent Beistel ha iniziato la professione di tagliatore di metalli spazzando i pavimenti e pulendo le vaschette per i trucioli in un'officina meccanica subito dopo aver terminato le scuole superiori.